С����䓰�늙C�ęC�����μ��g
���K��(�iˮ�h���I��I���g�������Ľ��K223400)
1����
С����䓰�늙C���ڽY�����Ρ�ʡ����ʡ�ϣ��m�ϲ��ø�Ч�ʺ����Ի����a�������������҇��lչ�ܿ죬�e���҇����ڵ�С�_�@��С䏴���С㊴��ȼ����͙C��������늙C���������䓰嚤�Y����늙C��
䓰�C�����μ��g������С����䓰�늙C���P�I���g��������70����я����@��������ƹ�����1974����ʿzwag��˾�������һ�l䓰�C�����a����ԓ�������asea��˾ʹ�á��S��ԓ��˾�Ⱥ���Ӣ��rcpm���ձ����˾��14�������ṩ��ͬ��Ҏ��ˇ�ֲ�ͬ��asea�����a����zwag��˾늙C䓰嚤���a����������̎��****��λ��Ŀǰ������䓰�C���ij��μӹ��яĆ�һ�Č����O��lչ��fms���Ի����a��
�҇���80����_ʼ��䓰�C��늙C���OӋ�ͽY���M���о���1986��Cе��늹����ڡ�䓰�C��늙C���O����Մ���������_Ҫ��ˇ�ӏ��о������M���˷ֹ������������ͨ�^���M�������M�ļӹ��O�䣬���������յĻ��A�ϣ����Ƴɹ���NҎ���С����䓰�늙C���쌣���O�䣬�e���ڙC�����Ό����O������Ʒ���ȡ����һ���ijɿ������҇������lչС����䓰�늙C���������õĻ�����
2С����䓰�늙C�C�����ι�ˇ�^��[12]
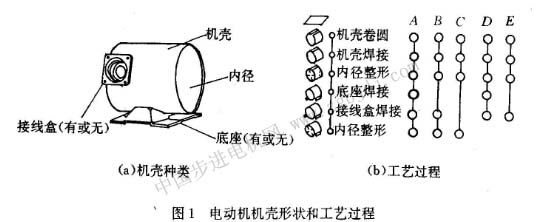
С����䓰�늙C�C�����ι�ˇ�^�̰����C�����ϡ���A�����Ӻ����εȹ��D1��ʾ䓰�늙C�C���Π��ˇ���̈D��
�C������ͨ�����ÃɷN������һ�Dz���ģ�����ϣ����Dz��þ��ܼ��á�ǰ�����ϳߴ�ʴ_���C����A��ߴ�һ���Ժã���ģ��Ͷ�Y ���Ҳ������߅�����^���M�������mȻ�˷��������IJ���֮̎�������O�����ص�Ӱ푱����^��������ϳߴ��xɢ��Ҳ���^���^�õ��k���Dz��ü��ϡ���߅��Y�ϵ��k����
3С����䓰�늙C�C�����μ��g
3��1ͨ���O����μ��g
ͨ���O����μ��g��Ҫ��ָ�ڛ_�����͉��C����ͨ�O���ϲ���ģ��ʹ�C����A��Ȼ���ٽ����ӡ����εȹ�����������C�������^�̡�
����ͨ���O����εęC����Ҫ�ڔ��_�O��������������ι�ˇ�^�̣����ڛ_�������͉��C�ϣ���ɾ�A�������ڌ��ÊA������ɺ��p�ͺ����_�ȹ�����������͉��C���M�����Σ������^�������L��Ч�ʵ͡��ڄӏ��ȴ�����Ҫ�����O�䣬Ͷ�Y�٣�ҊЧ�죬�����m������С�������a��
3��2�����O�����g
�����O����μ��g��ָ늙C�C�����Ì����O���M�о�A�����Ӻ����Σ������aЧ���^�ߣ��C���|���^�������m���д��������a��
3.2.1��A�C
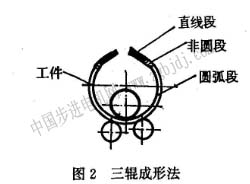
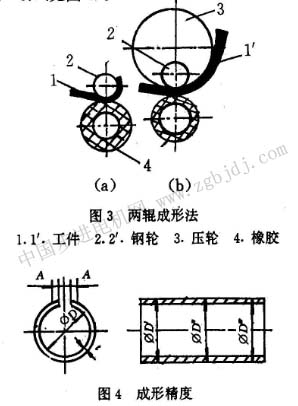
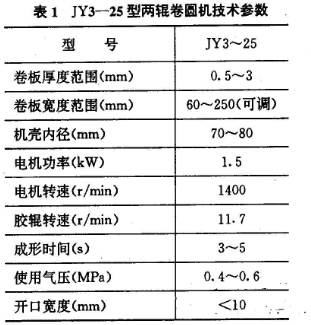
䓰�C����A�C����݁��A�C�̓�݁��A�C�ɷN����݁��A�C�nj�䓰�l��ֱ�������O����һ�γ��Σ�Ҋ�D2������Ч�ߣ������g�y�ȴ��ҹ����ӿp���֞�ֱ�����^�m�ϴ�߅��躸����݁��A�C����݆݁�Dz��ÃɷN��ͬ�IJ����Ƴɣ�Ҋ�D3���D3a��Сֱ���C�����D3b���ֱ���C������Ч�ʸߣ����κ�C�����ȸߣ��A�Ȧ�d�ڰٷ�֮0. 03�ԃ�(��Ҋ�D4����
䓰�C����A�C�ć��ȴ��������a�S�����Ї�늹��O�係��˾�OӋ�о�Ժ���������_���C�S�ͱ�����ԇ���S�����P��λ��
��1�o�����Ї��l�h�係��˾�OӋ�о�Ժ���a��jy3-25�̓�݁��A�C����Ҫ���g������
3.2.2���әC
䓰�C�����әC��Ҫ�c䓰�C����A�C����ʹ�á����ȴ����Ե����a�S����Ҫ���Ї�늹��O�係��˾�OӋ�о�Ժ���������_���C�S����늹��OӋ�о�Ժ���������Շ���әC�Ļ��A�ϣ������OӋ�����zh3-25��䓰�C�����әC��
ԓ�C�������͵Ŀɾ��̿�����(pc)��ʹ�÷���ɿ����������ֲ����˷����b�ã����C���pƽ���⻬��ͬ�r߀�����˷��ۻ��u�O�廡�������П�Ӱ푅^С�����������εȃ��c�����⣬�ڙCе�b����߀���O�˶˲������b�ã��^ijЩ���M����әC����Խ��dgh-200��䓰嚤���әC���Ќ��С����挦�����A�o�����c�� |