���മ��늙C̼ˢ�����c��Ƭ����躸
���f� �w��Ӣ���ɶ��Ƽ���W610065��
�̶ضY ���A�����ɶ�늄ӹ��ߏS��
1�� ��
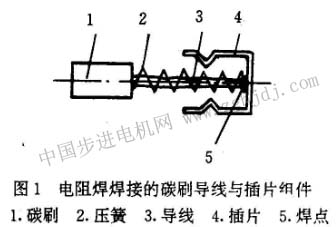
�ڇ���һЩ늄ӹ����У�̼ˢ����������躸�ķ���ֱ�Ӻ��ڲ�Ƭ�ϵġ��҇���늄ӹ��ߣ��t�����a����̼ˢ�������ڲ�Ƭ�ϡ��oՓ�ڹ�ˇ�ԡ��ɿ��ԡ������Ժ̓����|���ϣ���躸�ĮaƷ�������a���aƷ��
�D1��makito.6105 6mm��@����躸�������ӵ�̼ˢ�����c��Ƭ�ĽM��ʾ��D
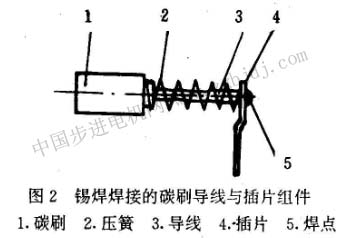
�D2���҇���һЩ늄ӹ��ߏS�����a���������ӵ�̼ˢ�����c��Ƭ�ĽM��ʾ��D���ڈD1�п�������ؿ�������Ƭ�ı����]��һ��ͻ�����a�Ⱥ��ʾ��D�����ڲ�Ƭ�����]���a�ȣ������|���ã�ͬ�r�ڿ��b�rҲ����ʡ�¡�
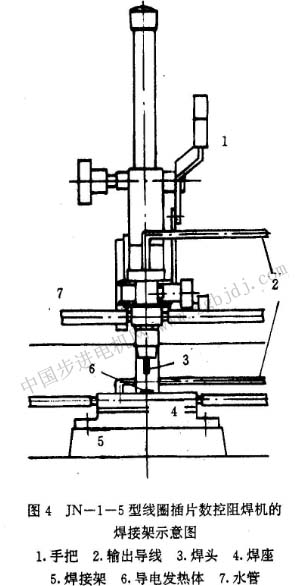
2����jn-1-5�;�Ȧ��Ƭ�����躸�C���F��躸
Ҫ���F̼ˢ�����c��Ƭ����躸�B�ӣ����Ҫ���܌��F�@�N��躸�ĺ��C�������횰�ԭ���m�����a���IJ�Ƭ���ij��m����躸�IJ�Ƭ��Ҳ���㌦��Ƭ���Π�ͳߴ��M�и��M��������Ҫ��B�������Ƶ�jn-1-5�;�Ȧ��Ƭ�����躸�C�ό��F̼ˢ��������ɼ��~�z���c������Ƭ�������~�Ͻ𣩵���⺸�B�ӡ�
�D4��jn-i-5�;�Ȧ��Ƭ�����躸�C�ĺ��Ӽܵ�ʾ��D���ĺ��Ӽܵ����νY�����Կ������������c���C���ɗlݔ������ܛ���ۣ���һ�l�Ӻ��^�A�^����һ�l�����~�������ஔ���oֹ���º��^��������ʹݔ�����c���^�A�^���B���c�����^�A�^�����^�ں��ӕr��Ҫ�����^�߶�Ӱ푺��Cʹ�ã��ں��^�A�^��ͨ�к��C�Ԏ�����sˮ��ͬ�����ں�����Ҳͨ����sˮ���ں�����ͨˮ��s߀�з�ֹ���˲����r��ע���|�������������ض��^�ߣ����l���C���¹ʡ��ں������b��һ����늰l���w�����ӕr�Ѳ�Ƭ���ڌ�늰l���w�ϣ�̼ˢ�������ڲ�Ƭ�ϡ���Ӻ��Ӽ��ְ�ʹ���^���o̼ˢ������Ȼ���|�l���C�_�P��ʹ��ݔ�������������is�ȣ�̼ˢ�����������ڲ�Ƭ�ϡ���̼ˢ�����c��Ƭ�ۺ���һ���⣬�����Ķ�ɼ��~�z֮�g��Ҳ�ں��c�ϻ����ۺ���һ��
��jn-1-5�;�Ȧ��Ƭ�����躸�C�ĺ����ϰ��bһ����늰l���w�����b��늰l���w���ӕr�Ľ���������^��·���ǣ��Ĵִ�ĺ��^�A�^����С�ĺ��^���ɺ��^һ̼ˢ����һ��Ƭһ��늰l���wһ���������ߏ��෴�ķ������^������ĺ���������^�@һ·���r������ڃɂ�Ԫ���̓ɂ���λ�a���ߜء��ɂ�Ԫ���ǣ����^�͌�늰l���w���ɂ���λ�ǣ����^�c̼ˢ����֮�g����Ƭ�c��늰l���w֮�g�����^���ԣ�̼ˢ�����c��Ƭ�Ĝض��^�͡����ǃɂ��͜�Ԫ���A�ڃɂ��ߜ�Ԫ��֮�g�����H���܌������ğ������f��ȥ������߀Ҫ���܃ɂ��ߜ�Ԫ�������ğᡣ�~���~�Ͻ�����ϵ���Ⱥܶ����С�������������ض�ϵ���s�����Ⱥܶ����С���S���ضȵ����������H�����������Ҫ������ͬ�r����֮�g�Ľ��|���ҲҪ���������Ժ�ĺ��ӕr�g��S�����^�c��늰l���w���^�m���أ�̼ˢ�c��ƬҲѸ�����أ��e�������Ľ��|�����ظ��졣����һ����~�Ͻ���ۻ��ض��Ե������~�������Dz�Ƭ���|������һ���ۻ����o������ɼ��~�z�ۻ�����Ƭ�c����������һ��
���@һ�^���У����^�͌�늰l���w���ۻ���һ���������@�ɂ�Ԫ�����ۻ��ض��h�����~���~�Ͻ���ۻ��ضȡ�����һ����Ҫԭ���Ǻ��^Ҫ����ĊA�^���ᣬ��늰l���wҪ����ĺ�������+�@�������˺��^�c��늰l���w����ߜض��������ٶȡ��������ˣ�ȡ��늰l���w���Ѳ�Ƭֱ�ӷ������~�������M���@һ���ӣ�Ҫ��̼ˢ���������ڲ�Ƭ���Ƿdz����y�ġ���܇�g�Դ���ں��C�����r������30v���ϣ�ʹ���C���ܰl�]��****���ʵ������⣬������Ҫ��ԭ����Ǜ]�Ќ�늰l���w��Ƭֱ�ӽ��|��ĺ�����Ҫ�џ������f�o���������������ߜء��Ѳ��Ì�늰l���w�ĺ��õ�̼ˢ�����c��Ƭ�Á�z�飬�l�F�ٷ�֮80��90�IJ�Ƭ���Ѽy�����Ѽy���^�������ܳɞ�aƷ����Ƭ�ں��c�܇��a���Ѽy��ԭ�������ĺ��������ӕr��Ƭ���|������һ�棬���ں�����ɢ�ᣬ�����������^���Мض�������ȥ����Ƭ�c̼ˢ�������|��һ���mȻ�ض���ȥ�ˣ����ຸ |