�Æ�Ƭ�C(j��)��(sh��)�F(xi��n)��늙C(j��)�ٶȺ�λ�Üy(c��)���c����
Ф���t (�Ϸʹ��I(y��)��W(xu��)230009)
��ժ Ҫ����B8098��Ƭ�C(j��)����늙C(j��)�ٶȺ�λ�õķ����y(c��)�������Ƶ�ԭ�����������Ҍ�(du��)�y(c��)�������c�����̖(h��o)�Ŀ��ɔ_��ʩ���˷��������o���ˌ�(sh��)�Hʹ���еľ�·��λ���{(di��o)��(ji��)�����O(sh��)Ӌ(j��)��
1 �� ��
�F(xi��n)�����I(y��)���g(sh��)�İl(f��)չ���e�ǽ������cnc���g(sh��)�İl(f��)չ����(y��ng)�ã����ٶȺ�λ�ÿ��Ƶ�Ҫ��Խ��Խ�ࡣ��cncϵ�y(t��ng)�У�λ�ÿ����ǛQ������K���ܵ��P(gu��n)�I���g(sh��)��Ҳ�ǔ�(sh��)�ؼ��g(sh��)�_�l(f��)���y�c(di��n)���ڡ����ĽY(ji��)���������Ƶ�yk8320��X�C(j��)��(sh��)��ϵ�y(t��ng)����ԓϵ�y(t��ng)�в���
�����_(t��i)ֱ���ŷ�늙C(j��)������̖(h��o)��b8��5����o��8kw������Ԫ���H���b���}�_���a�������cncϵ�y(t��ng)���HҪ��(sh��)�F(xi��n)λ��Ӌ(j��)��(sh��)�c���ƣ�߀Ҫ�o���ٶȷ���늉������ŷ���Ԫʹ�á���������ŷ�늙C(j��)���{(di��o)���c�ŷ����ܡ�������̖(h��o)�Ĝ�(zh��n)�_�z�y(c��)����(sh��)�r(sh��)���ٿ����Ƿ�(w��n)�����c���ȵı��C�cǰ�ᣬ����ᘌ�(du��)�H���й�a�P����z�y(c��)�����@��ŷ�ϵ�y(t��ng)����B�c֮���m��(y��ng)
�Ĝy(c��)���cλ�ÿ��Ʒ������錍(sh��)�F(xi��n)늙C(j��)���\(y��n)��(d��ng)�����Ʋ��ֲ����Ԇ�Ƭ�C(j��)����ģ����Ԕ�(sh��)ģ�D(zhu��n)�Q�·��Ӌ(j��)��(sh��)�·���ӿ��o���·�ȣ����c(di��n)��B�c�ٶ�λ�Ùz�y(c��)���P(gu��n)�·���O(sh��)Ӌ(j��)������8098��Ƭ�C(j��)��(n��i)����16λ��(sh��)��(j��)������8λ��ַ�������ܰѼĴ������g(sh��)߉�\(y��n)���Ԫralu�c256�ֹ�(ji��)�ļĴ����o�ܵ�(li��n)ϵ�������ʾ��и��ٶȺ�16λ�߾��ȿ��Ƶ����������ж༉(j��)�Д࣬�Ķ�������ٶ�λ�ÿ��ƵČ�(sh��)�r(sh��)�ԡ��y(c��)�ٷ�������ܛ��m��t����λ�íh(hu��n)���Ɇ�Ƭ�C(j��)�M(j��n)��ֱ�Ӕ�(sh��)�ֿ��ơ����˱��Cλ�íh(hu��n)�Ą�(d��ng)�B(t��i)�����c��(w��n)�B(t��i)���ԣ��m��(y��ng)���ٸ�ۙ������������(sh��)��λ�íh(hu��n)�Ŀ��Ʋ��Բ���׃�Y(ji��)��(g��u)���ƣ��ԝM����١��߾��ȼӹ�Ҫ��
2�y(c��)��ϵ�y(t��ng)��Ӳ����·
�ڔ�(sh��)��ϵ�y(t��ng)���I(y��)�C(j��)���˿���ϵ�y(t��ng)�У���늾��a���������]�h(hu��n)���Ƶ�һ��(g��)��Ҫ����
�F(xi��n)�߾��ȵĔ�(sh��)�֜y(c��)����
��늜y(c��)�ٵĻ���ԭ���ǣ���a�Pÿ�D(zhu��n)һ�D(zhu��n)ݔ�����}�_��(sh��)һ�����S��늄�(d��ng)�C(j��)�D(zhu��n)�ٺ�ݔ���}�_�l�ʵIJ�ͬ���l���c�D(zhu��n)�ٳ����ȣ��ܜy(c��)�����l�ʣ�ͨ�^ܛ��Ӌ(j��)����ܵõ��ٶȣ��b���·߀��ͬ�r(sh��)��ӳ��(sh��)�H�D(zhu��n)�ٵķ���
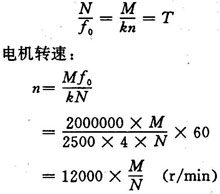
�O(sh��)늙C(j��)�D(zhu��n)�ٞ飬n��ÿ�D(zhu��n)һ�D(zhu��n)��a�P�l(f��)��k��(g��)�}�_���O(sh��)��һ��(g��)��(bi��o)��(zh��n)�l�ʣ�f0(f0=fcp=2mhz)���ڲɘ�����tms��(n��i)�ɘӵ���(bi��o)��(zh��n)�}�_n��(g��)��늙C(j��)�}�_m��(g��)���t��
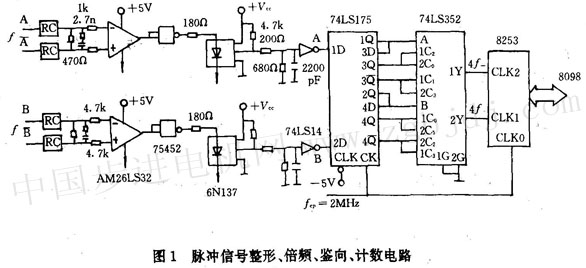
һ�㣬f0��f���tm��n���@���ڶ���(n��i)�ɘӵ�����(sh��)��(g��)늙C(j��)�}�_m���t�ɘ�(bi��o)��(zh��n)�l��f0�ɘ�����������`��ɺ��ԡ��ڵ��ٶΞ鱣�Cÿ�ɘ����ڵõ�����(g��)�}�_��(sh��)���tÿ�D(zhu��n)�}�_��(sh��)Խ��Խ�ã��y(c��)��Խ���_��һ��ͨ�^���l����ߣ�����ͨ�^���L(zh��ng)���ٶεIJɘ����ڶ�����D1�b���l��·��ݔ��1y��2yֱ�ӽӵ�8253��clkl��clk2�ˣ�clk0���ژ�(bi��o)��(zh��n)�r(sh��)�fcp��Ӌ(j��)��(sh��)��
4λ���{(di��o)��(ji��)�����O(sh��)Ӌ(j��)
�D2��ʾ��һ��8098��Ƭ�C(j��)��λ�ÿ�������ԭ����D���ĈD�п��Կ�����ԓ�]�h(hu��n)����ϵ�y(t��ng)Ӳ����Ҫ�Ƀɲ��ֽM�ɣ�һ�dž�Ƭ�C(j��)����Ӌ(j��)��(sh��)��d��a�Ƚӿ��·�M�ɵ�λ�ÿ��������y(c��)�ن�Ԫ�������ŷ��(q��)��(d��ng)�b�á���Ƭ�C(j��)��λ�íh(hu��n)������һ��(g��)��(sh��)�r(sh��)��������Ҫ̎�����N�ⲿ��̖(h��o)��һ�ǽ��Ձ�����λ�C(j��)��������̖(h��o)�����o����λ�á��ٶȼ��䷽����̖(h��o)������λ�C(j��)��cncϵ�y(t��ng)�IJ��a(b��)���ڞ�6ms����ϵ�y(t��ng)λ���{(di��o)��(ji��)��3ms�����ϵ�y(t��ng)ÿ6ms�ccncͨ��һ�Σ����������յ�λ��ָ��ֵ����2������ÿ���Д��{(di��o)����λ��ָ��ֵ������λ�C(j��)���Дʽ���ͣ��Д�Ո(q��ng)����̖(h��o)��ͨ�^8098���ⲿ�Д�ݔ���extlnt����ġ����Ǐ�늙C(j��)�Ĺ�늾��a������õ���λ�÷�����̖(h��o)����·�քe������4f+����4f-����(zh��n)�}�_��f0��̖(h��o)���քe��8253����Ӌ(j��)��(sh��)��Ӌ(j��)��(sh��)����Ƭ�C(j��)���@����(g��)��̖(h��o)�п������늙C(j��)�Č�(sh��)�Hλ�á��ٶȼ��䷽����̖(h��o)���Դ_��늙C(j��)�x�o��λ�õ�ƫ��ֵ�Ĵ�С��늙C(j��)��(y��ng)�\(y��n)�е��ٶȡ�����ȡ����dž�Ƭ�C(j��)�_����ݔ��늉��Ĵ�С�ͷ����ͨ�^d��a�D(zhu��n)�Q�ӿڣ����ŷ��(q��)��(d��ng)��Ԫݔ��һ��(g��)���ИO�Ե�ģ�M���Ŀ���늉�vcu����һ��(g��)���ИO�Ե��ٶȷ���늉�tsa����ϵ�y(t��ng)�Ѓɂ�(g��)d��aоƬ��12λdacl210�������p�O��ݔ��ģʽ��vcmd�o���ٶ���̖(h��o)ÿ3ms��λ�íh(hu��n)�{(di��o)��һ�Σ����ٶȷ�����̖(h��o)tsaÿ6ms��m��t������Ӌ(j��)���{(di��o)��һ�Σ���(d��ng)
 �ٶȵ͕r(sh��)��6ms���r(sh��)�Д�����12ms���r(sh��)�Дࡣ
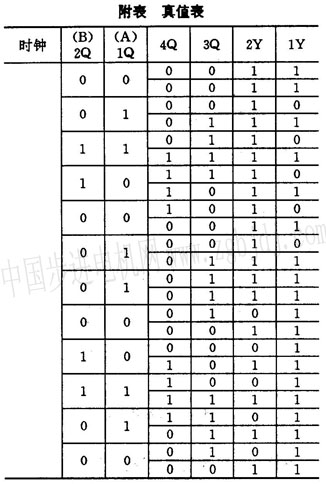
�ĈD2��Ҋ��λ�ÿ��ƭh(hu��n)��(ji��)�����ÿ���Ӌ(j��)��(sh��)������(sh��)�r(sh��)�ɘ�Ӌ(j��)��λ�ø�ۙ�`�� |