�����L��ܛ�P�C�ŊA��λ�õ���Ȧ늄әC
�R Ƽ �����꣨�A��������W��h430074��
ժ Ҫ ����ܛ�P�C�����L����Ҫ�����������Ȧ늄әC�Ӵ��^��λ�C����������Ȧ늄әC�Y������϶�ň�����Ȧ�������OӋ�cӋ�㣬ͬ�r���o����һ�N��Ȧ늄әC����ϵ�y�����䶨λ��̖�����ٶ�λ�C���M���˷�����
�� �~ ��Ȧ늄әC��·�Y���OӋӋ�����ϵ�y
1�� ��
���꣬�������Ӌ��C���ܵIJ�����ߣ�����Ҫ��s��ܛ�P�C�Ĵ�ȡ�r�g����ߴ��A���������̵Ĵ�ȡ�r�g����ĵ��ܶȾ������^��λ���ܵ���߶��@�á�Ŀǰ�����û�ܛ�P�C���^��λ�C�������ò��M늙C�ӣ��@ʹ��ܛ�P�C�Ĺ����ٶ������h�h������Ӌ��C���C���ٶȣ�����ڲ��M늙C�ӷ�ʽ�У��ҵ��ǿ����M늙Cһ��һ����ɵģ��Y�������ܶ�Խ�ߣ��ҵ��r�gԽ�L��ͬ�r���@�N��λ��ʽ�����˵��ܶȵ��Mһ����ߣ�����䶨λ������Ҫ�����M늙C�IJ��ྫ�Ⱥ͂��әC�����ȾS�֣����Ƕ�λϵ�y�����ľ����`��PƬ����ÛЧ���Լ����������ص�Ӱ푣������a������ƫ���F������δ�O��λ�÷�����̖��һ������ƫ���l������λϵ�y�ǟo�ܞ����ġ���ˣ��ڴ����������L��ܛ�P�C���о��У�������Ȧ늙C�Ӵ��^��λ�C�������˿s���ҵ��r�g��Ҫ����Ȧ�軵��������\���w�|���p�����늸е�늚Ⅲ���M���ŷ�����ϵ�yҪ���C���l�ʸߣ��ԝM��ϵ�y�����Ե�Ҫ���Ľ�B��Ȧ늙C�Y�������ԺͿ���ϵ�y��
2��·�Y��
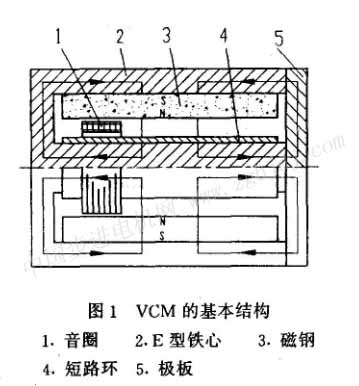
���������������ԣ�Ҫͨ�^���OӋ�Ĵ�·���@�ã���D1��ʾ���ɉK��䓷քeճ��e���F�ĵă�߅����ͨ�ķ���������䓵ĺ�ȷ���ͨ�^����·�֞��·��һ·���g϶��e���F�ķ��ش�䓡�һ·���g϶��e���F�ĵ��������O����ش�䓡��@�N�p��·�Y��©��С��������϶���ܾ����Ժá���Ȧλ���ϡ��´�䓵��g϶֮�У�ͨ�^�B�Ӽ��cȡ�������B������Ȧ��ͨ������r�����^��ֱ���\������Ҫ�Ĵŵ����@һ�\�����ٶȺ�λ�õķ������ơ�e���F�ĵ���������һ���ܱ��Ķ�·�h���~�ף����@�Ǟ�pС��Ȧ늸ж��OӋ�ġ���Ȧ�е�������~���ϸБ��a���h��������h������a���Ĵ�ͨ���ܵ�����Ȧ����a���Ĵ�ͨ���@�ӣ���·�Є�Ȧ늸о��ܜpС��
3��·�OӋ
ϣ��ƽ����ȡ�r�g�_��25ms�������_���@��Ҫ�������****��f��[l]��
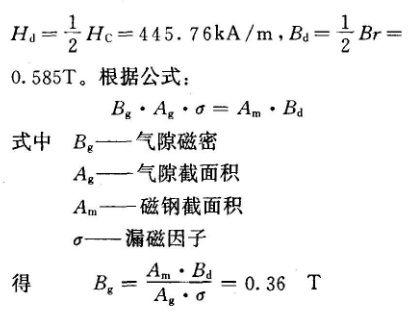
�����������ӿ�ͨ�^����Ȧ�є��Լ���߹�����϶���܌��F������Ȧ�є������ӣ�ʹ늸�������׃խ�����w�e������ˣ���߹�����϶������������������****�������@�N늙C���ô�䓼�������x��Ĵ�䓲��������P�I���ڡ�ܛ�P�C�������ͻ��lչ���˜ʵ�88. 9mmܛ�P�Cֻ��25. 4mm�ߣ���Ҋ�����x��䓱���ИO�õ����ܡ����^�����ͱ��^���x��br=1.17t����F��jdntb-35�����w����ȥ��������һֱ�������****���ܷe�cd(hd��bd)��λ�Þ飺
���l0��2. 6mm�����m����߹�����϶���ܣ�����䓺��3mm���������g���г̵�Ҫ����䓌���18mm���L��24mm��
��ǰ��֪bl= 2n/a����þ�Ȧ��Ч�L��l=5. 56m����Ȧ�є�n=154�������~���@�ơ��ٶ�****�����1a������ѭ�h��ٷ�֮50����֪�~�Č����0��05mmz/a���t���辀��es�飺
��ˣ�����d=0. 178mm�����^��0. 24mm����ճֱ������A�~�������@10�ӣ�ÿ��20��21���������205�ѣ�����ù�����϶�L��l��Ȧ���ʮ�Ț�϶ʮ���϶=3. 1mm���ٶ������
4��λ��̖
���^�ٶȺ�λ�õęz�y�Dz��ÿ���ڔ����ȅ^֮�g���ŷ���Ϣ�� |