����Ƭ���@�M�ęCе�̾���ˇ
������ �O �� ���ƽ(�����I���I��W)
1����
����Ƭ���@�M�ѱ���N�y�ǡ��y���늚����Ԫ�����ã����P�IҪ���Ǿ��ܶȸߣ���ԭ��Ҫ���γɱ�Ҫ��Ƭ��ƽ���@�M����y���þ��ܸБ�ͬ����������Ҫ���ڷ��0��5����1��O����
�� ����Ƭ���@�M�ӹ�������Ҫ�ЃɷN���Cе�̾��������g���η����Cе�̾��������ó��ε��ߣ���x��z�������S�Ƅ�(�ߵ�)��ֱ�ӌ���ճ�ڻ����ϵ��~���̳�Ƭ��ƽ���@�M�D�Ρ��������g���η����^���Cе�̾���Ҫ���c�ǹ����١��p���˶������ľ��ȓpʧ�����_���߾��ȡ���ˇ�O���١��ӹ����ڶ̣��m�ڸ߾��Ȃ���Ԫ���®aƷ���ƺ�С�������a��
���Ľ�B����Ƭ��ƽ���@�M�Cе�̾���ˇ�c�b�õĻ����Y�����Cе�̾��b�õęCе���Ͱ��Ԅӻ��^�̿��ơ�
2�̾��ӹ�Ҫ�ӹ��b�ÿ��w�Y��
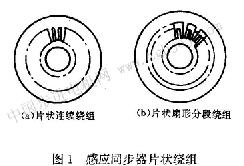
Ƭ��ƽ���@�M�ж�N���ԈA�θБ�ͬ������������Ƭ���@�M��D1��ʾ���D1a���D��Ƭ���B�m�@�M���D1b�鶨��Ƭ�����ηֶ��@�M��
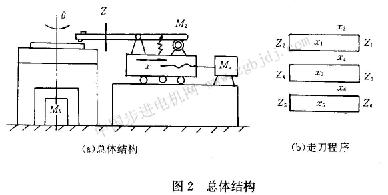
�щ�ճ�ڻ���Ľ^�������ϵ��~���̾��ӹ���Ƭ��ƽ���B�m��ֶ��@�M������ͨ�^���T���ƵĿ̾��b����ɵģ��̾��b�ÿ��w�Y��ʾ��DҊ�D2a��ԓ�b����x��z�S�ߵ�����Ҋ�D2b��
a���̾�����x����������ߵ����L��(�̾��L��)O��100mm��
b���̾�����z����������ߵ�(�̾����)O��05��O��1mm��
c�����@�M�D��Ҫ����Ԝʴ_�Ԅӷֶ�(��ʴ_�־�)��
�錍�F�@Щ�ӹ�Ҫ���M���p�ٹ�ˇ�^���е��`����̾��b����ҪҪ���ǣ�
a��x��z���S�����ߵ����x���ߵ�ѭ�h�Δ����{�����S�ߵ��ٶȿɰ�Ҫ���{����x�cz���S�ߵ��Ⱥ����Ҫ���ӣ�x��z���S�ߵ�λ�þ���Ҫ�ߣ��ߵ��؏����`��ҪС���M���pС���S�����^���е�׃�Ρ���ӵȲ��������ء�
b�����S�ֶșC���ľ��ȑ��M��Ƭ���@�M���S�Ŀ̾�ƫ��Ҫ�ֶșC���`��ҪС�����ґ����C�̾����ߵ��^���еĽǶ���׃���M��С��ʹ�̾��؏��Ըߡ�
c����ʹ�̳��Ķ��_Ƭ���@�M�з����ĸ߾��ȣ�x��z���S�ߵ��^�̑��Мʴ_���ƵęCе�����Ԅӻ����ơ����S�ֶ�ʹ���l���^�ߣ����ȸߣ����������ʴ_�Č��÷ֶșC�����C��
�ڱ��C�̾��Ԅӿ��ƺ����S�f�{��ͬ
3Ƭ���@�M��ˇ�^�̼��P�IҪ��
�̾��ӹ���Ƭ���@�M��һ���x��O��03��O��05mm���~������ճ�ڽ^��̎���^�Ľ��ٻ����ϣ��õ��߿��Ƴ��Ρ��̾��������г��ε��߿��ƺ�����ӹ��ȣ�����Ҫ��ˇ�^�̰������ٻ���ӹ�����ע�^������ճ�~�����Cе�̾����@�M�Ӿ��;��șz�y�ȡ�
3��1����ӹ�����ע�^��
�x�Üضȷ����ԺõĽ��ٺͽ^������(��Ͻ��X���h����ע�z��)���Cе�ӹ����g�����˻��̎�������徫�ӹ����Ї����ƽ��ȼ�ƽ�ж�Ҫ��
3��2��ճ�~��
��ճ�~���P�I���x�ú��m��ճ�Y�z����h���z�ȣ����������ճ�Y�ضȡ��������r�g����Ҫ�r�����Ӻ��̎�����Դ_��ճ�Y���Ⱥ͉�ճ���~���ı����|����
3��3�̾�
�̾��P�IҪ���ǿ̾�����Ҫ�ߡ��̾����r��߀Ҫ���]�̾��Ĺ���Ч�ʣ����m�����x��z���S���ߵ��ٶȣ��e��x�S���x�^�L�������Ƶ��b���в����˲��M늙C���ƣ��M���������Ӻ��Ԅ����l���٣��˵��r����ȫ�^���Ԅ����l���ٵȴ�ʩ����ֱ�ӷ�ӳ�ֶșC���Ϳ̾��b�õľC���|�������ƵĿ̾��b���^�õ؝M���˿̾�����Ҫ��
3��4�@�M�Ӿ�
�߾��Ȃ������鱣�C�侫�ȣ�Ҫ��ʣ늉����С��Ƭ���@�M�˲����L�̡�λ�ü��˲��B�ӷ�ʽ�������w�����Ϳ��]������ͬ������������Ե����c��
3��5���șz�y
Ƭ��ƽ���@�M���șz�y�֞�ӹ��^�̙z�y�ͳ�Ʒ�z�y��
�ӹ��^�̙z�y��Ҫ�������徫�ӹ����ƽ����cƽ�жșz�y���̾����șz�y�ȡ�������ͬ���������̾������в�ͬҪ��������ęz�y�������������ƵĿ̾���ˇ�У������ˌ��� �y����Ȧ�c�����ȼ��ķֶ��b�ã�һ�N�Б� ͬ�����̾�ƫ��(һ����)��D3��ʾ��
|