�Pʽ늙C�_���@�C
���l�� ���c�� ����(ʏ��늹��Cе�S241000)
l����
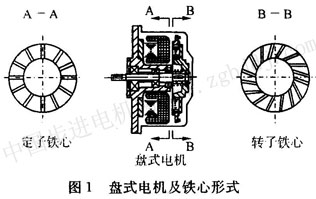
�Pʽ늙C�����D���F������һ�����ȵĹ��Ƭ���ϣ����_����@���ɣ����F���ڶ������γ��¾��ۡ�����Ƭ�F��ͨ���鏽��ֱ�ۣ�����Ƕ�о�Ȧ���D���F��ͨ�����c�돽��һ���Ƕȵ�б�ۣ������T�X�������D�����S���γɚ�϶����D1��ʾ��
�Pʽ늙C��һ�N�Y�����Ρ��eʡ�ϡ������F�Ƅӵ�늙C�����������S��ߴ�С������ߴ���ڲ��و��ϱPʽ늙C���D���ֿ����鹤���C��һ���֣������C��늙C���ӿɃH��늴�ϵ���@һ�ж��f���Pʽ늙C��һ�N����ǰ;�ĮaƷ���Cе��������S���϶�Pʽ�ƄӮ���늙Cϵ�е��_�l���Ԅӛ_��C���Pָ�ϡ�
���^�����Ŭ����ʏ��늹��Cе�S���Ƴɹ���һ�N��Ч��j98��2��5�͛_���@�C�������˱��ڏV��늙C���������˽��헼��g���Ƅ��҇��Pʽ늙C���ԱPʽ늙C�����е������aƷ�İlչ�����Ľ�B�Pʽ늙C�����D���F�ij��η�����j98��2��5�͛_���@����
2�F�ĵij���ԭ��
2��1�F�ĵij���ԭ��
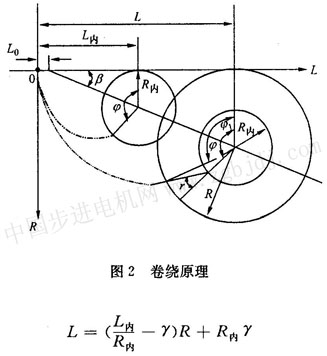
�Pʽ늙C�F�ĵĎ���չ�_������Ҋ���ڎ����ϵIJۿ��g���f�ΜpС���Pʽ늙C�D�ӺͶ��ӵ��Ԅӳ���һ���������^Ԕ�M�ķ��������˱��ڔ������ģ�����YՓժ�����£���Ҋ�D2��
ʽ�� r�������D�ӻ��ӵăȰ돽
l���������@�돽��r�ȕr�����F���@�Ǧ����еĎ����L�ȣ����OӋ�_����j98��2��5�͙C�O����=
r�����F�ĵļ��r���@�돽
l�������@�돽��r�r�����F���@��
��1��������L��
�á����¾��۵ăAб��
��y=0�r�����F���¾��۞鏽��ֱ�ەr
�˞�l��r����ϵ���^����ԭ�c��ֱ�����̣��京����Ҫ��@�Ï���ֱ�۵��F�ģ��F�����đ�ԓ�r��̎���^����ԭ�c��ֱ���ϣ��_��ģλ������ԭ�c̎��
����>0���¾��۰�형rᘷ���ƫ�D����ȡr=o����lo=r���ã����F������֮܉�E����l������һ���ؾ�r���á�
ͬ��������<0�r���¾��۰���rᘷ���ƫ�D���F�������Ƅ�܉�E��l�����ཻ����
һ��ؓ�ؾ�r�Ȧá�
2��2���ϵ��`�����
�ھ��w�OӋ�б�횿��]���Ϻ���`����@���a����Ӱ푡��Pʽ늙C�����D��������η����Ŀ����Է���һ������ָ�������D�����ϡ����Sб���a������****���γɷ����������`���Ӱ���С��ԓ����������б���a����һ�N�S�C�a���������Ϻ��`��ʹ�ü��r�վ��돽���ڻ�С����Փ���r�վ��돽�r���F�ĵļ��r�վ��돽ʼ�K��l�������С���Փ���@��һ�N������OӋ������
�����ҏS�������e�۵��OӋ���J������������Փ�������_�ģ������S�C�a���r����匦�F�ĵ��������ܕ�ʹ�F�IJ���׃�Σ���׃�Οo����ǰ��Ӌ��������j98��2��5�͙C���OӋ�в����˶��D���վ����վ��S����Փ�a���������a������ÿ�_��һ�ۣ��վ��S��б�挧܉���Ԅӏ����Ƅӣ�
ʽ�� �ġ������Ϻ��
z�����F�IJ۔�
�¡�����܉�Aб�ǣ�  �҂��J�鎧�Ϻ���`��������S�C�ģ���ȡ�Q��܈�ơ��_���^�̵Ĺ�ˇ�ֶΡ����磬�_���ɵĎ��Ͽ��ܱȹ��Q��ȱ�����߅�����һ���IJ�����_�����߅ë�̲��ȡ��@һ�ж���ӳ�����r�վ��돽�ϣ��ھ��@n�Ӻ��r�վ��돽���ٵ���r��+n�ģ�����r��+n�ġ�n���ģ���̎��n���ļ�����N�`����ɵļ��r�վ��돽��׃������
����O����>0���F��ÿ�@һ�ܣ��ۿ�ƫ��2�С��ģ�����nȦ�ۿ�ƫ������2�С���n���ɈD3��֪�����H�ϼ��l�����¾����ε�ƫ�D������ʹ����׃�ɏ���ֱ�ۣ��t������Ƚoһ��ؓ�ؾ࣬����
|