ͬ���C�����D׃���������S�Ǿ��a�m�e����
�����ƣ������Ƽ���W��
��ժ Ҫ����Bͬ���C�����D�D׃���������S�Ǿ��a�m�e�������@�N�������m���κζ�������ϵ�y��
�����}�~��ͬ��늙C�����D׃�������S�Ǿ��a���m�e

1 �־��M����߾���
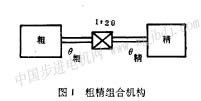
���ô־��M����߾����ǏV��ʹ�õķ��������糣Ҋ犱��ĕrᘼ���ᘣ��r��Ǵ֜y������Ǿ��y���Θ˿�������������Ǵ֜y���Θ˳��Ǿ��y���ڔ��ֿ���ϵ�y�У��������D׃������ͬ���C�Ĵ־��M�ϙC����D1��ʾ��
�D1��n����ٱȣ���ǰ���ٱȶ���20��30���F�ڂ��ٱ�����ߣ���326d�ȡ����ٱ�n-20������˼�Ǵ��S�D�^�r�����S�D�^20�����S�D�^һȦ�r�����S�D�^20Ȧ��
�־��M�ϵĻ���˼�������Â��ٱȷŴ����^�m�y���_����߾��ȵ�Ŀ�ġ����־��x���Ϟ�һ�w�r���ּ����aֻ�y�þ����S�ǵ���Ȧ�������DһȦ����
�����x����11��18��=198��
�����x����17.3��
���M���x����198��+17.3��=215.3��
��Ҋ�����^�־��M�ϣ��y���ľ�������ˡ�
2�־��~�ϵļm�e
�־��M�Ϸ������_����߾��ȵ�Ŀ�ġ������@��Ҫ��һ���l������Ҫ���C���x���������в��e�����һ�����x�������e�����xС���ٜʴ_Ҳ�ǟo���x�ġ�
�������ڷN�Nԭ���������D׃������ͬ���C�`����a�·���`��Ⱦ���ʹ���x�����a��һ����λ���x���`��@�N�`��l���ڴ��x�����ڶ����̶ȵ�߅���B�£��@�N�`�����ʹ���x��������һ����l������������һ����j����
�ڂ��ٱ�n��20����r�£����x��������@��1������l8�ȵ��`��@Ȼ�@��****�������S�ġ�ͨ�^���������֪���M�ܾ��a���и���Ԫ���c�·�ľ����ٸߣ��@�N�`��Ҳ�ǟo��****����ģ���������ԭ���Ե��`���˱���о��@�N�`�������Ӯa���ļ���m��������
2.1���x����
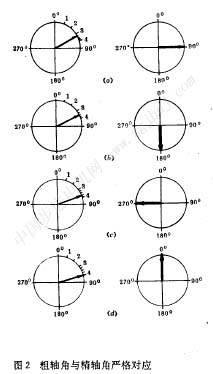
�O�־��S�Ă����Ȟ�1��20���@��ʾ���ּ��S�Ƿ֞�20���̶ȣ�����ٱȞ�l��20���ʴּ��S��ÿ�D18�ȣ������S���D�^360�ȡ��D2ʾ���˴��S
���c���S�LJ�����1���r�����S�Dһ����S�DһȦ���ּ���ÿһ����ֵȷ���С�tС���c�ּ���1��d�A�܌������D2���ü��^��ʾ�S��λ�á�(a)����S�D�^�����������һС��r��(b)����S�D�^��������С��r�����Sλ��1 80�ȕr����r��(c)����S�D�^�������С��r�����Sλ��270�ȕr����r��(d)����S���D�^�Ĵ���Sλ��360�ȕr����r��
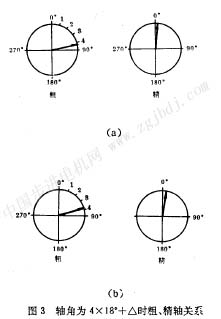
��D3(a)��ʾ��
��ԓע������־�֮�g�ǿ����ٱȁ�ϵ�ģ����־��S���a���Ǫ����ģ����ڌ��H�O�侫�����ޣ����a�и����ֿ��ⲻ����һС�`�ֻҪ��һ�`����п��ܮa���D3(b)�е���r�������H���x������3����Ч����D3���Sλ���@�N��r������������һ��1�ஔ����1 8�ȵ��`�
�Q��֮�����x�����������H�x3
�@�N��r�£����_�x���r�����x����������3�������ڴ��x�����dz��ӽ���d��ֻҪ��һС�`��͕�ʹ���x��׃��d���@�������S�DZ�����3��18p�������H�x����4��18�ȣ��@�������18�ȣ���Dd��ʾ���@�N��r��������һ��1��
�������������������@�N�`����ԭ���Ե��`�������������·��늙C�ľ��ȁ��_�������@�N�`���Dz����ܵġ������·��늙C���ȵ����ֻ���p�ٮa���@�N�`��ĸ��ʡ�
���^�m�e�����Д���x�����Ƿ����e�������e�������Լm����
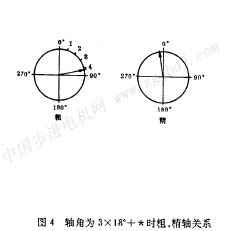
2.2�������^��
�O�־����ٱȞ�n��n-20��****�m�e������ӑՓ��ǰ���Ǹ��N��������ɵ�****�`��ô�����1.5�ȡ�������ʿ1.5 |