�B�b���Ƭ�F�ĵĚ廡����ˇ
������݃x��늙C�S��
�S�����������С�͡����طN늙C���a(ch��n)�İl(f��)չ���ö��Ԛ��w���o늻��M�к��ӣ���늙C����ИI(y��)�õ�����V���đ�(y��ng)�á���������Ԛ�����鱣�o���w�Ě廡���ѳɞ���Ƭ�F�������^����һ�N�^���M���^����Ĺ�ˇ�����������Єڄ����a(ch��n)�ʸߣ����pƷ�|(zh��)�ã������Ԅ��B�m(x��)���a(ch��n)��һϵ�Ѓ�(y��u)�c�������S������ȡ�����y(t��ng)�Ŀ�Ƭ��Ƭ�g龽ӵȷ�����
1 �廡����ˇ�ă�(y��u)�c
a���������㣬���B�ӌ�10��Ƭ�F��һ�ε��b���ӣ����a(ch��n)Ч�ʸߣ��ܱ��C��������Ҫ�ęCе���Ⱥ̈́��ԣ�
b���廡�������ğ����^���У���Ӱ푅^(q��)С������׃��С�����p�O(sh��)Ӌ��������ˇ����Ҏ(gu��)������ʹ������(n��i)��(y��ng)��С���rЧӰ�����
c�������кܺõ����w�ԣ����C������λ���������늙C�\�Еr�F�ęCе�������
d�����p���^�õĿɲ��ԣ����F(xi��n)���}���Է���2��3�Σ�
e�����p�����õĚ����ԣ����m��(y��ng)�ܷ�늙C�⚤���ӵ�����h(hu��n)��ʹ��Ҫ��
늙C���a(ch��n)�в���늻���(w��n)����ֱ���廡����늘O�����u���������з����Ե��Q�u����늘O�ں������m��һ�����l(f��)�������ۻ����@�N�����^�ٵĚ廡�����݇����á�tig����ʾ���ԅ^(q��)�e�á�mig����ʾ���ۻ��O�廡�����á�mig���r늘O������늻���늡����ڹ������p�^(q��)�⣬ͬ�r�����ֲ����ۻ����麸�p�������ϣ����ԃ��ߺ��p�O(sh��)Ӌ����ˇ�����^��IJ�e�� ��
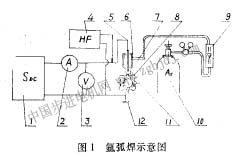
2ֱ���廡���O(sh��)�了��
�D1��ʾֱ���廡����ʾ��D���1�������ԣ��������ԣ��ɿص�ֱ���Դ�����ǎ��ŷŴ����Ĺ������������ʽ�������Ԅ�ֱ�������Դ��2��3��O(ji��n)�y�õ�ֱ�����늉�����4��������ȼ늻��ĸ��l��ʎ�������l�����늘O�c�����g���l��늽�ͨ���ӻ�·�����Д���l�Դ��5 �麸�D1봻���ʾ��D�����ĵ��u�U늘O����ؓ�O������(j��)���ӕr���������С�x��ͬ�ּ���늘O�˲���ĥ��һ���Π�ͽǶȣ�6���Á�A���u늘O�ĺ��������gͨ�Ԛ���������o�۳ؼ��丽��ĸ�����ܿ՚����u�������C늻��ښ�����з�(w��n)��ȼ����7��늘O���c�����g�a(ch��n)�������늣��Q��늻���8 �鹤���������O���@�N���ӷ����Q�顰���O�Ժ��ӡ���9�鸡��ʽ����Ӌ�����ԱO(ji��n)��ͨ�뺸���Ě��������10�鱣�o���w���ƿ��****������150kg��cnr (1500mpa)����(j��)�˜ʑ�(y��ng)��Ϳ�����ԅ^(q��)�e��������ƿ��11��������12��ӵؾ���
ֱ���Դ�����w�Ǿ���e���F�ĵĴŷŴ�����wj��Сֱ��������ƣ��o���{(di��o)��(ji��)��ֱ�����׃����늙C�����F�Ě廡���������С��200a����������H��(sh��)�ٺ�������(sh��)����
3�廡���Ĺ�ˇ���A(ch��)
3.1 ��Ᵽ�o��
���Ԛ��w���o늻�����(y��ng)����늙C�F�ĺ��ӣ�늙C������ѷe����һЩ��(j��ng)ʹ�����Ķ��Ԛ��w�ǚ�⡣�ú��ⲻ�H�ɱ��^�ߣ����������y���Ƕ��Ԛ��w�絪�⡢���Ͷ�����̼�m�@�ú��^��(j��ng)����������䓰�C���ĺ��ӡ���co��������F�ĕ���ɺ��ھֲ��M��̼����Ӱ푙Cе���ȣ�Ҳ�Ͳ��a(ch��n)�����ȱ�ݡ����ӕr�廡ʮ�ַ�(w��n)����늻��������У���Ӱ푅^(q��)С�����Ժ��m�ϯB�b�F�Č��ߏ��ȡ����⑪(y��ng)����ʹ�F��늴����ܸ�׃С��Ҫ��
3.2늘O
���ۻ��廡���е�ꎘO�����x���Z���ضȺܸߣ��γɟ���Ӱl(f��)�䣬������늻����g�l(f��)����ӣ�����늘O����Ҫ���ֲ��ۻ���B(t��i)�����Ҫ����ꎘO���ϵĽ��پ������c�ߡ����l(f��)�ͺͰl(f��)����������������|(zh��)����ʹ�ݳ���������½�����Ӱl(f��)��ȼ��u�ߺܶ���Q�u�z����Q�u�z������ן�����z�ԫ@�õİl(f��)��Ч�ʣ��������g�a(ch��n)Ʒ���Q�u�U��������늘O���������������ܡ�����l(f��)�F(xi��n)���Q�u�U�ڻ��������l(f��)���������侀���Q�ۉm�����ڿ՚��У��������w�γɃ�(n��i)���䣬�Q��oc�侀��˥�ڷdz��L�����˽����к�������Ӱ��I���ܣ������ԇ������Q�u����늘O������u��Ҳ�кܺõğ���Ӱl(f��)���������m�ɱ��^�ߵ��]�з����ԣ�����ϡ������Ԫ���M���۳غ��p���ܸ�����������u늘O��������廡�������w��xݗ����С��100�����Բ��؞�������ֺ������n��
3.3������
�F�����a(ch��n)�������O�Բ��ۻ��u�O�廡���������cֱ�������Դ���O���B�ӡ�һ��늻�����늘O�|�����������늣�����·����ܴ��c������������g���^��ͻ׃�������ں��p�|(zh��)�����O(sh��)�������
���ø��H늉��������g϶�����ڸ��l늻���늘O�c�����g����(d��o)늵Ŀ՚⣬����� |