����늙C���w�ӹ���ˇ�Ĵ_������ģ���OӋ
�Y��Ԫ
(608���A�x늙C��������˾����������412002)
�ЈD���̖��tm305 �īI���R�a��b ���¾�̖��1001-6848(2000)02-0042-02
1 �� ��
Ħ��܇�F�ѳ�늆��ӵķ���lչ������늙C�����a����Ħ��܇���S�ҵ���Ҫ�aƷ֮һ��ԓ�aƷ������Ҫ�������|���c�r���ϡ�����늙C���w�dž���늙C����Ҫ�M�ɲ��֣���ˣ���β����ڱ��C����ӹ��|����ǰ���£��s���������a���ڣ���߄ڄ����a�ʣ��M�������������a�ɱ����@���Ȟ���Ҫ��
����늙C���w����Ҫ���^�ߣ�ͨ�^��������ģ�ߵľ����OӋ�����ԇģ���aƷ�|���_�����OӋҪ�_���˲��ö��ģ������������εĚ��w�ӹ���ˇ�������˲��ÙCе�����ӹ����_���OӋҪ��ļӹ��������Ķ����ؿs���˼ӹ����ڣ����������a�ɱ�����������aЧ�ʣ�����������a�ƽ�˵�·��
2���w�ӹ���ˇ�Ĵ_��
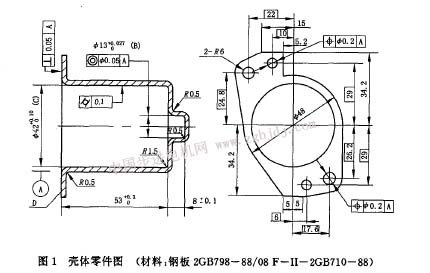
��D1��ʾ���@Ȼ��������ɰ���������ͣ�ͨ�^Ӌ�㣬������轛�^�������ɳ��͡��D�е��� λ����ߴ�b�ijߴ繫��Ҫ���^�ߣ�����K����ܛצ�Aס��A��һ���Զ�λ���b܇�ӹ��ö���d���ȿ�c��b���@�ӾͿ����_���OӋҪ���H�ϣ��ҹ�˾ԭ���Ĺ�ˇ�����@�Ӵ_���ġ����ǣ��˹�ˇ��ȱ�cҲ�����@���Ǿ��Ǽӹ��ٶ�����һ��ÿ��150�����ң������a�����L���ɱ��ߣ�Ч�ʵͣ��y�ԝM������������aҪ��
���˱��������ӹ����Ա�������aЧ�ʣ���ֻ�ò���ģ�߳��́�ֱ���_���OӋҪ���@�ӣ��ͱ�횿˷�c�A���沿���S�в��y��,bc�׳ߴ繫���y�Ա��C����λ����Ҫ��ߵ��y�P��b�׳�����ԓ���������P�I������b�׳ߴ�С������׃���������в��͕����F����׃�����ѡ����^��ģ�ߵľ����OӋ�����ԇģ�������K��ȡ�óɹ������ȳ���c�ף���2��������˿˷�c�A���治���S�в��y�ȼ�������湤���b�׳��ͣ��@2�����������ײ��������ͣ����˱��Cb��c�ijߴ羫�ȼ���λ����Ҫ�������������ι�����c������һ�����տs�������w�ӹ�����DҊ�D2��
3���w����ģ���OӋ
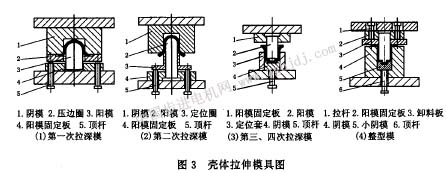
ģ�ߵĽY����ʽ�c�������b���O�����P���F������늙C���w�ӹ���ˇ�ʹ_������ģ���OӋ�Y��Ԫ�䰲�b��loot�΄�Һ���C�ϣ����ݙC���S���a��ʹ���M���OӋ���D2�й���5���ϣ�����35��߅�_���Ǻ���ͨ�ě_��ģ������10��15��20��25��Ҫģ������OӋ�r��ע�⣬����ĸ߶���������أ��Ա�ԇģ�r�{��������10��15����K��ȳߴ��əC���ϵ���λ�y�Q��������20��25С�_����K��ȳߴ����ģ�Q�������˷�����ϵ����룬����10��20�ģ�c�ģ֮�g�Ć�߅�g϶��ȡ1. 25t (t-���ϵĺ��)������15��25�ģ�c�ģ֮�g�Ć�߅�g϶��ȡ��10t������30������ģ���OӋ�r���]��������^�������ڴ���׃�������ģ�c�ģ֮�g�Ć�߅�g϶��ȡ��0. 9t���Ա� ���Εr������o�ģ���Ķ����C�ȿ׳ߴ磬����ߴ瑪�c����D��Ҫ��һ�¡�
����С�_̎�����׳��F׃�����ѬF�ʹ���20��25�е��ģ���ģ�ĈA���돽�ڱ��C�������_��Ҫ���ǰ���±M���ܵ�ȡ��һЩ��ģ������Ĵֲڶ�Ҫ���_��r.o.2���ϡ�ꎡ��ģ�IJ��Ͽɲ���Ӳ�|�Ͻ𣨴���������Ͻ���е�cr12mov���С�С��������
��������ģ�߈DҊ�D3��
4�Y�Z
ͨ�^ģ�ߵľ����OӋ�����ԇģ�����ҵ��˺����ĸ�������ĸ߶ȳߴ缰ꎡ��ģ�ĈA���돽��ʹ���κ������_���OӋҪ���@�Ӿͱ����˲��������ӹ��ķ������Ķ�������������aЧ�ʣ����������a�ɱ��������ˮaƷ�ĸ����������_�����A�ڵ�Ŀ�ġ�
���ߺ��飺�Y��Ԫ(1965-)���У����̎����Wʿ����Ҫ����늙Cģ���OӋ����ӹ���ˇ�ȹ�����
�M�룺
|