ūįųŲ└@Ń~Įz║ĖŚlča║ĖĶT╝■
═§ąĪ°PŻ¼╔“║Ļų\
(šŃĮŁš{╦┘ļŖÖCÅS蹊┐╦∙Ż¼šŃĮŁ═®Ól 314500)
ųąłDĘųŅÉ╠¢ttm305.1 ╬─½Iś╦ūR┤aŻ║c ╬─š┬ŠÄ╠¢Ż║1001-6848(2000)02-0044-02ĪŻ
1 ę² čį
ļŖÖCĶT╝■į┌ųŲįņ▀^│╠ųąĮø│ŻĢ■│÷¼FĖ„ĘNĶTįņ╔░č█Īó┐s┐ūĪó╬┤Ø▓ØMĪó┴č╝yĄ╚╚▒Ž▌Ż¼į┌╩╣ė├▀^│╠ųąę▓Ģ■░l╔·ōpē─Ż¼▀@ą®Č╝ąĶę¬▀MąąĶT╝■Ą─ča║Ė║═║ĖĮėĪŻ
2ĶT╝■ča║Ė└¦ļyĄ─įŁę“
ĶT╝■Ą─ča║Ė╩Ū▒╚▌^└¦ļyĄ─Ż¼ų„ę¬įŁę“ėąŻ║
(1)ĶTĶF┼cõōŽÓ▒╚Ż¼ÅŖČ╚Ą═Īó╦▄ąįśO▓ŅŻ¼║ĖĮė▓┐╬╗╝┤╩╣╩▄ĄĮ▒╚▌^ąĪĄ─Šų▓┐╩š┐sę▓╚▌ęū«a╔·┴č╝yĪŻ
(2)║ĖĮė▓┐╬╗▒╗╚█╚┌╝▒└õ║¾Ż¼╚▌ęū«a╔·░ū┐┌Ż¼ĘŪ│Żė▓┤Óįņ│╔ŪąŽ„╝ė╣ż└¦ļyĪŻ
╦∙ęįŻ¼ĶTĶFĄ─║ĖĮėąį─▄▓ŅŻ¼ĶTĶFča║Ė╩Ū┐┐╚²Ęų▓─┴ŽŻ¼Ų▀Ęų╣ż╦ćŻ¼ę¬ŽļĒś└¹Ąž▀MąąĶTĶFĄ─ča║ĖŻ¼│²┴╦▀xė├Ž╚▀MĄ─║ĖĮė╣ż╦ć═ŌŻ¼║Ž└ĒĄ─ĶTĶF║ĖŚlę▓╩ŪśOųžę¬Ą─Ż¼ę╗░ѵć╗∙ĶTĶF║ĖŚlārĖ±░║┘FŻ¼╝s×ķŲš═©ĶTĶF║ĖŚl15Ī½30▒ČŻ¼į┌īŹļH╔·«aųąŻ¼│²┴╦ę¬Ė∙ō■▓╗═¼ĶTĶF▓─┘|Īó║Ė┐p▒Ē├µĄ─▓╗═¼╝ė╣żę¬Ū¾║═ą▐ča╝■Ą─ųžę¬│╠Č╚▀xō±║ĖŚl═ŌŻ¼▀Ć▒žĒÜ┐╝æ]╣ż╝■Ą─ą╬ĀŅĪó╚▒Ž▌Ą─┤¾ąĪ╝░╩®║Ė╣żū„Ą─Śl╝■ĪŻ╦∙ęįŻ¼Ė∙ō■īŹļHŪķørūįųŲĄ─ę╗ĘN└@Ń~Įz102ą═║ĖŚlĪŻ╚ĪĄ├║▄║├Ą─ą¦╣¹ĪŻĮø1─ĻČÓæ¬ė├▒Ē├„Ż¼ča║Ė┘|┴┐┴╝║├Ż¼ÅŖČ╚▀_ĄĮ▓├║╔ę¬Ū¾Ż¼║Ė┐p─▄╝ė╣żŻ¼¤o┴č╝y║═ÜŌ┐ūĄ╚╚▒Ž▌ĪŻ
3ča║Ė╣ż╦ć▀^│╠
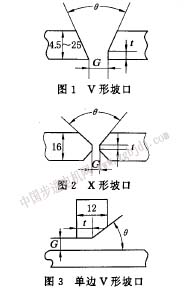
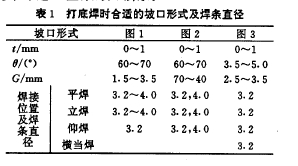
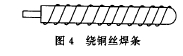
(1)īóĶT╝■ča║Ė╠ÄĄ─īŹļHŪķør┐╔ķ_│╔vą╬Īóxą╬║═å╬▀ģvą═Ż¼╚ń▒Ē1╦∙╩ŠĪŻ
(2)Ž¹│²ĮėŅ^▒Ē├µĄ─ė═╬█Ż¼ė├õōĮz╦ó╦óĖ╔ā¶ĪŻ
(3)ė├ē║░ÕīóĶT╝■ĮėŅ^╠Äī”ųą▓óē║ŠoĪŻ
(4)ė├╗赤²╚źŲß░³ŠĆĄ─Į^ŠēīėŻ¼ė├╔░▓╝īóŃ~Įz▓┴Ė╔ā¶Ż¼▓ó└@į┌ų▒ÅĮ3. 2mmŻ©ūŽŃ~Įz┤ų1.36mmŻ®Ą─ŖW102ą═▓╗õPõō║ĖŚl╔ŽŻ©ęŖłD4╦∙╩ŠŻ®Ż¼▓óīó║ĖŚlŅ^▓┐ė├ÜŌ║Ė║Ė└╬ĪŻ
(5)ė├ų▒┴„ļŖ║ĖÖCŻ¼ļŖ┴„×ķ100Ī½140aŻ¼ęį║ĖŚl▓╗░l╝t×ķ£╩ĪŻ
(6)▓╔ė├ČÓīė║Ė║ĖĄ└Ż¼║ĖĮėĶFą“╚ńłD5╦∙╩ŠĪŻ
(7)├┐║ĖĄ└▓╔ė├ĘųČ╬Ą╣═╦Ę©╩®║ĖŻ¼╚ńłD6╦∙╩ŠĪŻ
║Ė║¾ė├ąĪÕNÕNō¶║Ė┐p╝░╣ż╝■Ż¼ęįŽ¹│²ā╚æ¬┴”Ż¼Ę└ų╣┴č╝yĪŻ
4ĮYšZ
▓╔ė├└@Ń~ĮzĄ─ŖW102ą═║ĖŚlča║ĖĶT╝■Š▀ėą║ĖĮėĘ┤æ¬╦┘Č╚Ą─┐ņ┬²Ż¼┼c╔ó¤ßŚl╝■ėą║▄┤¾ĻPŽĄŻ¼╣╩┐╔└¹ė├╔ó¤ßŲ„╠ßĖ▀Ę┤æ¬╦┘Č╚ĪŻ╝ė¤ßę╗é╚Ą─smaŻ¼ĻP╣Øą²▐DŻ¼╔ó¤ßŲ„┐┐Į³┴Ēę╗é╚Ą─smaĮz▀Mąą└õģsŻ¼╝ė╦┘Ųõ±R╩Ž¾wŽÓūāĄ─▀MąąŻ¼╩╣ŲõčĖ╦┘ūāĪ░▄øĪ▒Ż¼Å─Č°╠ßĖ▀Ę┤æ¬╦┘Č╚ĪŻ┤╦═ŌŻ¼Ė─▀MļŖÖCĄ─ĮYśŗŻ©╚ńzą═ĮYśŗŻ®Ż¼į┌╠ßĖ▀Ēææ¬╦┘Č╚Ą─═¼Ģr┐╔╠ßĖ▀ōQ─▄ą¦┬╩ĪŻ
▀M╚ļŻ║ |