�Pʽ늙C(j��)늘П����ģ����ע��ģ����ˇ
��ͨ�Y
(������һ�S��Ʒ�֏S���F�� �F�(y��ng) 550008)
�ЈD���̖(h��o)��tm305 �īI(xi��n)��(bi��o)�R(sh��)�a��c ���¾�̖(h��o)��1001-6848(2000)03-0035-02
1 �� ��
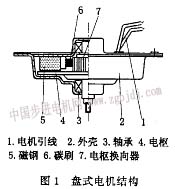
ֱ���Pʽ늙C(j��)��һ�N��ƽ��늙C(j��)�������w�eС�������p�����b����ă�(y��u)�c(di��n)���ҏS������܇ˮ����s�L(f��ng)�ȿ��ɣ��Y(ji��)��(g��u)Ҋ(ji��n)�D1��
Ŀǰ���a(ch��n)���������Ҫԭ����늙C(j��)늘еij���ˇ�������������(sh��)�S�Ҳ��íh(hu��n)����ע����ˇ��
�ҏS1 990��ĸ������M(j��n)�����ע�ܙC(j��)������(y��ng)ģ���cģ���ϡ����c(di��n)̎�ڇ�(gu��)��(n��i)���M(j��n)ˮƽ��������ģ���c����ˇ��ȱ�ݣ���ʹ늘��N��׃�Σ�����Ͷ�����a(ch��n)��
1995���ҏS�M���n�}���P(gu��n)����(du��)ģ���M(j��n)���˼��g(sh��)���죬�����˳���ˇ��ʹ֮�ɹ���(y��ng)�������a(ch��n)���c�h(hu��n)����ˇ���^��Ч�����40����ÿ���100�����ҡ��ܷ��ϲ��Ç�(gu��)�a(ch��n)ģ���ϡ�
2��Ʒ�N���Ĺ�ˇ����
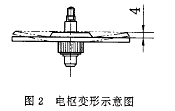
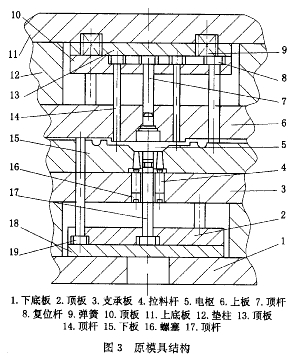
ԭģ�������늘�׃�γɱ��Ҋ(ji��n)�D2�p�c(di��n)������ԭģ�߽Y(ji��)��(g��u)Ҋ(ji��n)�D3��
׃��ԭ�������
��(d��ng)��ģ픗U�_(k��i)ʼ프�(d��ng)늘Еr(sh��)������ģ���Ϗİ��������g��϶�B�룬��ʹ��ģ���o�Q������ʹ늘������ܵ����ϵ�������픗U֮프�(d��ng)������������늘ЈA�ܡ��C���������ĽY(ji��)�������_(k��i)ģһ˲�g����Ʒ�ѽ�(j��ng)׃�Ρ�
2.1 ��ģδ�O(sh��)���픗U
ԭģ�߃H������λ���O(sh��)һ픗U프�(d��ng)늘��S���_(d��)����ģ��Ŀ�ġ�������늘ЈA�ܷ���ģ�߱��o���Y(ji��)��ʹ늘���ͬһ�������(y��n)��׃�Ρ�
2.2�Ϻ�(ji��n)�̻��r(sh��)������
��������Ͳ��(n��i)�����^(gu��)�L(zh��ng)�r(sh��)�g�����ϰl(f��)���̻�����(y��ng)���o(w��)���^�m(x��)�M(j��n)��ע�ܡ���ˣ�������늘���ģ���в��ܳ��^(gu��)һ���r(sh��)�g���@��(d��o)�³�ģ�r(sh��)늘Є��Ȳ�δ�_(d��)����s�r(sh��)�Ą��ȣ���һ�����O��׃�Ρ�
2.3�~�h(hu��n)�c�����տs��һ�������׃��
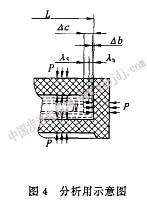
���β�����ģǻ��(n��i)��(j��ng)ע�ܡ��̻������ͣ����(n��i)����(hu��)�a(ch��n)���^��ă�(n��i)��(y��ng)�����M����(y��ng)�����ᑪ(y��ng)�������S���ضȲ����½����ۼ����Ƽ���(n��i)�����@�N��(y��ng)����(hu��)��uጷţ���늘б��������տs���տs�Ĵ�С�c��s�ٶȡ����Ͳ��ϵ��տs�ʡ��~�h(hu��n)�ĝqϵ��(sh��)������ܵ��ļs���l�������صIJ�ͬ���տs׃����Ҳ��ͬ��
�~�h(hu��n)���ɠ�B(t��i)�r(sh��)���տs���飨Ҋ(ji��n)�D4����
���Ͳ��������տs׃�����á�c��ʾ��
��(d��ng)�Ƽ��S�ض��½����տs�����c֮�a(ch��n)���ă�(n��i)��(y��ng)�����տs��pҲ����(d��ng)�ض�׃���_(d��)ijһ�ضȕr(sh��)����c >��b�������տs���ܵ��~�h(hu��n)�����ƣ���ֹ���^�m(x��)�a(ch��n)��׃�Ρ��~�h(hu��n)���տs��p�������c��a(ch��n)����������n��
�տs��p�c�������������������׃�ο����J(r��n)���Ƀɲ��ֽM�ɡ�������p����ʹ�~�h(hu��n)�܉�����׃�������ʾ����������ʹ���Ͳ�������
��׃�Ξ飺
|