늙C�Y����ˇϵ���v�������v �@�M�ĽY���c��ˇ
�������������㣬������
(�����I���I��W�������������I15 0001)
�ЈD���̖��tm305 �īI���R�a��c
�@�M��ͨ늹�����ӹ������^���У����ܵ��Cе�ġ�늴ŵ���������߀���ܵ��ᡢ���g�ȵľC�����ã���늙C�б��^���דp�ĵIJ��֡���ˣ��P���@�M�IJ��ϡ��^���Y���c���칤ˇ���Ќ��T��Ҫ��
1�@�M�ĽY���c�@�M�Ľ^���Y��
늙C���õ��@�M�кܶ�e�����@�M�ĽY����ʽ��Ҫ�м����@�M�ͷֲ��@�M�ɴ�������@�M����늙C�ļ����@�M���ֲ��@�M������늙C��늘��@�M�����⣬�@�M߀�����γɷ����֞��@��ʽ�ͷ��@������@��ʽ��Ҫ�������ѳ��;�Ȧ�@�M�Ͷ���ɢ�¾�Ȧ�@�M�����@��ʽ�@�M��Ҫ������\�@�M�������D���@�M��ӡ���@�M�ȡ�
1.1�����@�M�ĽY��
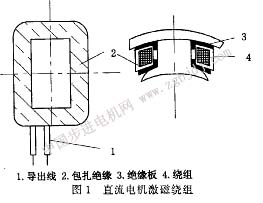
�����@�M��Ҫ����ֱ��늙C��늴�ʽͬ��늙C�������ǙC�ĴŘO��Ȧ�͆����֘O늄әC�����M늙C�Ķ��Ӿ�Ȧ�ȡ��D1��늴�ʽֱ��늄әC�ļ��ž�Ȧ�Y�����@�N�����@�M�ĽY�����c�ǣ��Ȱ��є�Ҫ�����@��ģ���@�ɾ�Ȧ��Ȼ�C���ȈA�ߴ牺�ƳɈA���Ρ��D2�������ǙC�D�Ӽ����@�M�Y�����@�N�@�M����ֱ�����D���F�����@�ƣ�ʹ���ͺ�ijߴ�o����Ҳ�����ȆΪ��@��һ���є��ľ�Ȧ��Ȼ�������F���ϣ������κ����̶���
��֮�������@�M��ҪҪ���є��ʴ_��һ�������γߴ磬���οɿ��Ľ^���̶���ʽ�ȡ�
1.2�ֲ��@�M�ĽY��
�ֲ��@�M��Ҫ����ֱ��늘��@�M�ͽ���늘��@�M��������Ȧ����ֲ���늘��F�IJۃȡ�
1.2.1ֱ��늘��@�M�Y��
ֱ��늘��@�M�������������A�����@�Ƶ�ɢ�¾�Ȧ�M�ɣ��^���ʵ�ֱ��늙CҲ�����ó��;�ȦǶ��늘вۃ��B�Ӷ��ɡ�ֱ��늘��@�M�ЯB�@�Ͳ��@֮�֣������������]���@�M���������۲۽^���r����ֱ�����@���C���ѽ^����늘��F�����@��늘��@�M��늘��@�M����Ч����Ƕ��ۃȣ��ò�Ш�̶���늘��@�M�˲����e���c�Q�������B�Ķ˲����ý^�������z�������o�̣�ͬ�r�@�M�˲��c�S֮�g�������õĽ^����
1.2.2�����ֲ��@�M�Y��
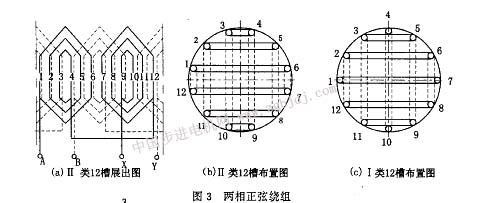
�����ֲ��@�MҲ���������A�~���@�ɾ�Ȧɢ���ڲ��У�����һ��Ҏ���B�Ӷ��ɡ���Ҫ�����ҷֲ��@�M���ΌӼ��p��ͬ��ʽ�@�M���p�ӯB�y�M�ȡ������@�M���x����Ҫ���]늙C����Ҫ���ˇ�ԡ������@�M����Ҫ���c�ǘO��������ň��еĿ��g�C���ɷ֣�ȱ�c���@�Mϵ���^С����ˇ���^�p�Ӷ̾��@�M��һЩ���D3��ʾ����������@�Mչ�_�D�Ͳ��ÈD����ֲ���ʽ�ЃɷN��һ���@�M�S���c�����ľ��غϕr���1�һ���@�M�S���c�X���ľ��غϕr��ڢ���p�ӯB�@�M��һ�N���õĽ����@�M�Y����ʽ����Y�����Ρ����췽�㣬�m����С����늙C��
1.2.3�h�ηֲ��@�M�Y��
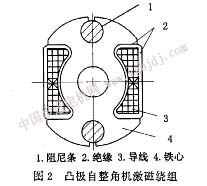
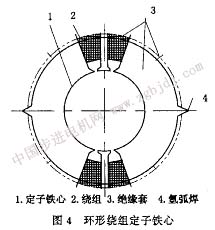
�ڶ���ȫ�ܷ�늙C�в��íh�ηֲ��@�M����D4��ʾ�������ֱ�����F���ϙCе���@�ƣ������F���Ƀɂ���A���F��ƴ�b���ɣ�ƴ�bǰ�ڃɂ���A�F�����@�ƭh���@�M��
1.3�@�M�Ľ^���Y��
늙C�Ľ^���Y����ָ���_늙C���õĸ��N�^�����ϣ����͟�ȼ���늚�͙Cе���ܵȷ�����m���ĽY���M�ɡ�늙C�Ľ^���Y������Ҫ�����@�M�����^�����۽^�����@�M���n��ע�^���ȡ�
�۽^�����Ա��C�@�M���أ��F�ģ��^������늙C�����^��֮һ�����@�M�¾��^���У��۽^�������^����˲۽^�����H�����õ�늚����ܣ�߀�������ęCе���ȡ��@�M�Č��g�^�������g�^��һ������c�۽^����ͬ�IJ��ϡ���늙C�в۽^���ֲ��ʽ���۲۽^��������֮�£��۲۽^�����m���Cе���¾�����߲۽^�������ܡ��۲۽^�����nj����ƺõĽ^����֬��ĩ����һ���l���£�ֱ���۷���늙C�IJ۱ںͶ����ϣ����^��̎���γ�һ�ӱ�������Ľ^���ӡ�
|