�����ŷ�ϵ�y���~�������C�еđ���
���F�
�����Ơ�Ħ�����I������˾����� 300141��
ժ Ҫ����B���Ҿ������cͶ�Y�Ŀ���l�o���~�Ŀ��S�~������늚����ϵ�y�ĸ��췽�����~�������C�в����ŷ���λ����ϵ�y����ԭ����ܛ�����̼��f����
�P�I�~���~��������ˇ���ŷ����ƣ�ܛ������
�ЈD���̖ tm921. 541 �īI���R�a��a ���¾�̖��1001-6848(2000)05-0019-02
1����
���l�o���~�Ŀ��S���~�������C�O����80������ڏķ��m���M�ģ�80���ĩ����ʽͶ��ʹ�ã�������늙C�������õ�Һ���������ڶ�����\�У�ԓϵ�y늚�����b���ϻ���Һ�����ӾS�o���y��ͬ�r�M�㲻�����a��ˇ��Ҫ�aƷ�|�����������ʌ���Һ�����Ӷ�λ����ϵ�y�M�и��죬ʹ����90����aƷһ���S�ɾ���ȫ�����ŷ�����ϵ�y��
2 �F���Ĺ�ˇ��r������ϵ�y��Ҫ��
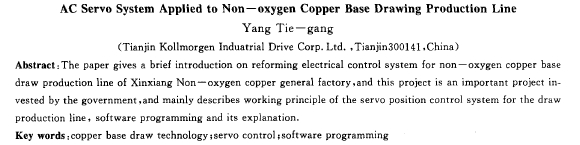
�o���~��Һ�B���^�Y��������sϵ�y���~�����t��������Ĺ�ˇ�^�̣����䓏S��ˮƽ�B�T����Ҋ�D1����
�����������ŷ�늙C���^59. 69:1���ٱȎ��������S�����^�X݆����ʹ�Ą�݆ͬ�����D���Ą�݆�Љ��o�b�ã�ͨ�^Ħ����ʹ�~��ˮƽ�\�ӣ������S��һ�w䏣����~������13. 2m�r�������w��Д��~����
�����o���~�ĽY����ˇ�^�̣��~�������ij�ʼ�Σ��~��ˮƽ�\�ӵ��ٶ���D2��ʾ��
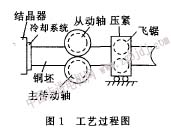
����500mm�Ğ�ڶ����\���ٶȈD��Ҋ�D3���\��2m��Ğ�������\���ٶȈD�����������^�̣���Ҋ�D4��
����������ˇ����һ�λ����^�̡��~��ֻ�ڇ������@�����\�ЈD������ʹ�~�������OӋҪ����ܶȼ��❍�ȣ��M��aƷ�|����Ҫ��t�������F������ܶȲ�����
3 ϵ�y�Ĺ���ԭ�����M��
��ϵ�y������ȫ���֎�λ�íh�ɾ����ŷ����b�á�ԓ���b������16��ݔ���c��8��ݔ���c���������Ñ����x�����̡�
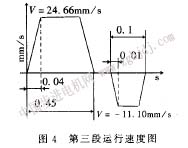
ϵ�y��1�_16λ�C�M����̖�����Wģ���㷨���\���Ԫ��pwm����ݔ����Ԫ�M�ɡ�ÿ���ɘ����ڵ��_ʼ������Ӌ��Cͨ�^ݔ��ӿڲɘӁ�����λ�C�Ŀڣ�ͨ�^��һ��ݔ��ӿڲɘӁ������D׃������ӳ늙Cλ�ü��ٶ���̖�ԣ����^r/d�D�Q��늙C���D1�܌�ģ�M����̖�D�Q��2��12�η�����
4096���}�_����Ӌ��C�������ɘ����ڲɵ��ču�Ϳڡ��������؆�Ԫ�ѹ̻��õĿ����㷨�����M���\�㡣ʾ���c(n)����һ���ɘ����ڵ�ԭʼ����
������һ���·����λ����̖��ݔ����3�����؆�Ԫ���^Ӌ�㣬�ٶȭh�������Wģ�Ͱ���һ�����ٶȌ���̖ݔ��������h������h�������̖ݔ����pwm�·��늙Cݔ��һ�����D�ء����˜p�ٸ�ۙ�`��ŷ�ϵ�y���M��ǰ��������ƣ���ʹ�����D�ؽǿ��ƣ�ʹݔ���D�ر���****[2]���@�ӣ��ŷ�늙C�����A�Ƚo����λ�á��ٶ��M��λ�ÿ��ƣ�ͬ�r���؆�Ԫ��˷����ݔ�빝�c������ij�N�l����ݔ��ijһ��̖��
��λ�C���������Aaws-825 -�w������վ������vb5��c++�Z�ԣ������˜ʵ�ͨӍ�f�h��������λ�C�c�ŷ����Ɔ�Ԫ��������̖������������
�����棬ͬ�r������ˇҪ���ó���ܛ����������؆�Ԫ��flash���ȴ棩�У��Ñ�����Ҫ����S�r���đ��ó���
4λ�ÿ���
�ŷ�λ�ÿ�������������kollmorgenȫ���ֆ��S�ɾ����ŷ�ϵ�y��λ��ָ��ֻ��һ�l�Z�伴���߳�λ�ã�ͬ�r���ܰ��սo���ٶ��\�У����ӡ��p�ٶȼ��ӡ��p�ٶ������� |