Ӱ�늘Є�(d��ng)ƽ���ԭ��Q����
�����
(valeo�؎X��܇�㲿����˾���㽭 �؎X 317500)
�ЈD���̖(h��o)��tm 305.3 �īI(xi��n)��(bi��o)�R(sh��)�a��b ���¾�̖(h��o)��1001-6848(2000)05-0041-03
1 �� ��
ͨ��늙C(j��)��늘��ڹ�����̎�����D(zhu��n)��B(t��i)��һ���D(zhu��n)�پ���ÿ��犎�ǧ�D(zhu��n)���ϣ��������_(d��)ÿ��犔�(sh��)�f�D(zhu��n)������늘��DŽ�(d��ng)��Դ��ƽ��(w��n)���\(y��n)�D(zhu��n)������늘еĄ�(d��ng)ƽ�⣬늘Є�(d��ng)ƽ����Ա��C늙C(j��)�����^�ߵ�Ч�ʺ��^�͵��������������^��ƽ��r(sh��)���p�t���늙C(j��)���������s�̡��t���C(j��)���(d��ng)���ң�������ړp�ġ���ˣ���������늙C(j��)�����r(sh��)�����(d��ng)����(du��)늙C(j��)��늘����b��ǰһ�㶼Ҫ�M(j��n)�Є�(d��ng)ƽ��У�(y��n)����(du��)��ͬʹ�È�(ch��ng)�ϣ���ͬ�ߴ�Ҏ(gu��)���늙C(j��)���в�ͬ��ʣ�ƽ������Ҫ���P(gu��n)��ƽ�⾫�ȵĘ�(bi��o)��(zh��n)�����H���^��IJ���n�εĴ�С�턝��ƽ��ȼ�(j��)[1]��
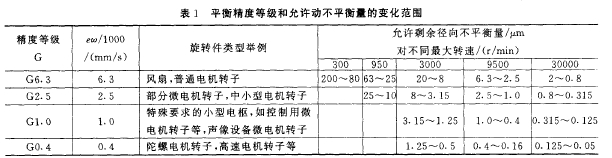
����(j��)늙C(j��)��ͬ�Ĺ���Ҫ����D(zhu��n)��ֵ������iso��(bi��o)��(zh��n)�����x��ƽ�⾫�ȵą�����Ҋ��1��
���͵�ֱ��늙C(j��)�@��ʽ늘����a(ch��n)��ˇ���̞飺
�_���F��--�S�_��һ���Sһ�Ŷ˽^��һ�弈һ���Q�������@��һ�c(di��n)��һ��܇һУƽ��һ�z�(y��n)��
��Ҫ�O(sh��)�����Þ飺����?z��ng)_�����ܼ�(j��)�M(j��n)ģ����ͨ�_�������a(ch��n)���O(sh��)�䣺���S�C(j��)���˽^�����ÙC(j��)���^���ܷ��ÙC(j��)���弈�C(j��)���Q�������ÙC(j��)���@���C(j��)���c(di��n)���C(j��)����܇�C(j��)����(d��ng)ƽ��C(j��)��늘Йz��x��
�����������£������a(ch��n)�F��ֱ��30mm���B��40mm���@�ƺõ�늘���0.2kg����܇��ֱ��늙C(j��)늘О�������(d��ng)ƽ���|(zh��)����g6,3��(j��)��(bi��o)��(zh��n)Ҫ�����Sʣ�ƽ������2.2��l0-5nm����(d��ng)ƽ���O(sh��)��һ��****ȥ������13��l0-5nm����(sh��)�H���a(ch��n)�\(y��n)����ƽ������������7��l0-5nm��****��ƽ�������_(d��)16 xl0-5nm����(d��ng)ƽ��У�(y��n)һ��ȥ�غϸ��ʞ�ٷ�֮80���ҡ����κϸ��ʞ�ٷ�֮75���ҡ�
��������r��֪��ռ�ٷ�֮20��늘���Ҫ��(j��ng)2��ƽ��У�(y��n)���аٷ�֮5��늘гɞ鲻�ϸ�Ʒ���������a(ch��n)���|(zh��)����Ч�ʶ��ܵ��ܴ��Ӱ푡���˱��ĔM��(du��)Ӱ�늘�ƽ�����Ҫ���ؼ��Է�����
2 Ӱ�늘в�ƽ���ԭ��ͽ�Q����
(1)�F�ě_�ơ��F�ě_Ƭ�����Ǜ_Ƭ�ijߴ羫�Ⱥ���λ�����Ҫ����(j��)���P(gu��n)�Y��Ҏ(gu��)�����D(zhu��n)�ӛ_Ƭ�ă�(n��i)��A�ߴ�ȡ1t8��9��(j��)����(h9��h9)����(n��i)��Aͬ�S��ƫ�����0. 02mm��
�F(xi��n)�����S���a(ch��n)�F�Ķ����ø߾��ȡ���Ч�ʡ��L����������������һ��ģ�ߵĶ�λ��(j��)�M(j��n)ģ���ڸ���?z��ng)_�����M(j��n)�Л_�ơ��C(j��)�������������O(sh��)���įBƬ�߶����ЯB�߿�Ƭ���͡��cԭ�����ú�ʽģ���Լ���ͨ�_����ƬһƬ�_�������ȣ����Л_������Ԅ�(d��ng)���̶ȸߡ��ߴ羫�ȸߡ�ģ��ʹ�É����L���c(di��n)����(du��)�_����ģ�߰���ԭ�����F��ľ���Ҫ������(y��ng)��ߡ���(sh��)�H�������F��펧�_砳ߴ���F�塰ͬ����Ӱ푣���ģ�ߣ��O(sh��)���ԭ�����ͬ�Ķȳ������r������Ҋ��һ����r�_�Ƴ��͵��F�ăH�ܱ��Cͬ�Ķȿ�����0. 05mrn�ԃ�(n��i)���^�y�M��0.02mm��Ҫ��
���Æ�ʽģ�_�ƵįBƬ����ͨ�����f��ɢƬ�����a(ch��n)�����ɹ���һƬһƬ�ֹ��ԛ_Ƭ��A��λ�۶�λ���팦(du��)�R���Ì��T�įB�����b���S�����F�IJ����o����(d��ng)�F����ڡ�ͬ���r(sh��)���Ɍ�ɢƬ���D(zhu��n)һ��(g��)����ǶȯB���������ü�(j��)�M(j��n)ģ�_�Ƶ��F�����|(zh��)�����}�r(sh��)���t�o�����Լm����
��(j��)�M(j��n)ģ�_�Ƶ��F�ģ���ƽ������Ҫȡ�Q��ͬ�ĶȺ͡�ͬ���������ǡ�ͬ�������۷e������Ӱ푸��������܌��BƬһ�֞���������D(zhu��n)180�����½M�Ͽۉ����͡������^����߄�(d��ng)ƽ�⾫�ȡ��D(zhu��n)���F�Ď����D(zhu��n)�Ԅ�(d��ng)�BƬ��(d��ng)�ܵļ�(j��)�M(j��n)ģ���п���Ҏ(gu��)�����D(zhu��n)�ĽǶ��ٯBƬ�Ĺ��ܡ������a(b��)�����ڛ_�Ʋ��Ϻ�Ȳ���������įB�ӷe���`�����늙C(j��)�F�ĵĴ����ܣ�����Ͷ�Y��ģ���ϑ�(y��ng)��(y��u)�ȿ��]���á�
(2)늘��S������^�õļӹ����ȣ���(du��)��(d��ng)ƽ��ָ��(bi��o)���ԣ��_��ĸ߶ȿ������P(gu��n)��Ҫ���_��߶Ȳ��㣬����S�c�F���g㕽ӏ�(qi��ng)��Ƿȱ��늙C(j��)��ؓ(f��)�d�����r(sh��)���דp�ġ��_��߶��^�ߣ��ډ��S�r(sh��)���׳��F(xi��n)�D����������F��׃�Σ��S������һ�㹤�S��(du��)�˶���ҕ���㣬������ͨ�_���ӹ����ɴ���ɵijߴ�ƫ��S����׃�β�����Ҋ��
��(sh��)�`�C����늘��S����׃������ɲ�ƽ�����ֲ����Ҫԭ��
(3)���S횷�ֹ늘��S�c�BƬ�ăAб��������׃�Ρ�Ҫ���C�����g�� |