�ú��ι�늸�Ч�Ļ��W���g�����찼ģ
����\
(�㽭�{��늙C�S�о������㽭ͩ�l 314500)
�ЈD���̖��tm305.1 �īI���R�a��b ���¾�̖��1001-6848(2000)06-0037-01
��������a���`�C�������W���g���ӹ���ģ�����к������С���ʡ�����������aЧ�ʺ��|�������̈́ڄӏ��ȵȃ��c����ģ�����칤ˇ�_�����µĹ�ˇ;����
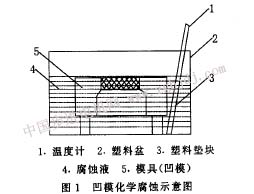
l���W���g���Ĺ�ˇ����
(1)�Ѵ��^��İ�ģ�����и���ñ�ͪ�M�б�����ϴ��ȥ�͡�ȥ�ۡ�ȥ�P�����ɡ�
(2)�Ѱ�ģ������ˮƽ���½����´�Ͱ�еģ����o�����܄��Ʉ�������Һ�У�ֱ���пڣ�������λ����ȣ����ܷ�ס���ڣ�����ˮƽ��߷��ډ|��2��ľ�l��ƽ���ϣ��ڲ������g�IJ�λͿ�ϱ��o�����܄��ͿɄ�������Һ�������ɡ�
(3)�����o�����ɺ��ڰ�ģ�ݿס��N����Ϳ���S�ͷ�á�
(4)��������ȷ����ˮ�����ᡢ�}�ᡢ���ᣬ�{�ɸ��gҺ��
(5)�d���������ף������ω|�K�������(Ҋ�D1),�ٌ���ģ�����ډ|�K�ϣ��пڹ��������ϣ����M�л��W���g�����W�ضȿ�����55��60�z�϶ȣ��s10��15minֱ���_���U��Ҫ���g�ٶȞ�0.0lmm��mln.�����g�����Һ�ʺں�ɫ�r�Ͳ���ʹ�á�
(6)�U��Ѱ�ģ����ˮ�M����ϴ���坍ˮ���븯�gҺ�У�����ȥ�Ʉ������ϣ���70y6�ƾ��������ͷ�������phֵԇ��b����������7��8����̎������
(7)�����g�IJ�λ�ʺ�ɫ�����пڹ��������ʣ�ĥ�����棬��ĥ�п��棬�˴�(�˕r�ɿ������g�ĵط��❍�Ȟ�ra31ym)�b�䡣
(8)���^�ďU���gҺ�ӿ����c��������c����
2���Wˎ�����䷽�������o����
(1)�^����ϡ��֬2kg���ױ�5500ml����ͪ3500ml��
(2)�h����֬(618)0. 3kg����ͪ800ml��
(3)����������֬600ml��Ӳ֬���}0.15kg��
������3�N�䷽��ƴ������ʹ�á�
3 ���gҺ���䷽
Ŀǰһ��ʹ�õ��ЃɷN��ȡǰһ�N�^�ࡣ
(1)����ٷ�֮14���}���֮24��ˮ��֮62��ˮ��40�棬��ȼs��֮50��70���ҡ�
(2)�����֮5�������֮4���}���֮16�������֮10��ˮ��֮65��ˮ��40�棬��ȼs50��70��
���ϸ��g�ٶȾ���0. olmm/min��
4���W���g�ӹ��r�Ĺ��ߺ�ˎƷ
�����衢�����ס�������0��200���ضȱ����´�Ͱ��ʢ�ű��o���������ω|�K���ɡ��������ס���������ˎƷ�У����ᡢ�}�ᡢ���ᡢ���ᡢ�����c���������c�����S�͡��^����ϡ��֬���h����֬(618)�������������֬�����ױ�����ͪ��Ӳ֬���}��
5 ����������
���ҏS����ĽyӋ���c�Ϲ�ˇ��ȹ��s�˹��s��֮30����늰ٷ�֮20��߀���Թ��s�ӕr���ͣ���������ģ���_�����µĹ�ˇ;����
���ߺ��飺����\��1940-�����У�****��ˇ������Ҫ�о�늙C���칤ˇ��
�M�룺
|