����cnc�ŷ�ϵ�y�ĝu�_�����a�OӋ
���������ǕԾ�
(���������Ƽ���W�C늌WԺ���ſ،WԺ����� ���� 710055)
ժ Ҫ������cnc�ŷ�ϵ�y��Ҫ�������r�g�ָ�Ļ���˼�룬�����һ�N�u�_���IJ��a�㷨����B��ԓ�����Ļ���ԭ���͌��F�����������a��݆���`���M���˷�����ԓ�������в��a���ȸߡ����a�ٶȿ�����c���ܝM��cnc
ϵ�y���r�Ե�Ҫ����ߝu�_��݆������ľ��̺ͼӹ�Ч�ʡ�
�P�I�~������ϵ�y�����a���r�g�ָ���u�_��
�ЈD���̖��tp301.6 �īI���R�a��a ���¾�̖��1001-6848(2000)06-0044-03
1 �� ��
cnc�C���ڌ��H�ӹ��У���M��γߴ羫�ȵ�Ҫ���S���\��܉�E��ԓ�ʴ_�����չ�����݆���Π��\�ӡ��oՓ�dž��Sϵ�y߀�Ƕ��Sϵ�y��Ҫ���S�������_���x��·���f�{�\�ӣ��Ķ������Ӌ��C������Ƶļӹ��΄ա����,cncָ������ɺͲ��a���ƹ����ǔ���ϵ�y��һ����Ҫ�M�ɶ��֣���������ֱ�Ӵ���cncϵ�y�����ܻ��̶ȡ�����ϵ�yһ��H��ֱ�����A�������タ���ٔ��N���a���ܡ����s������݆���ӹ�����횽����ⲿ����ͨ�^ֱ����A���M���M���x�����̣��@�ӣ����H�ӹ�������׃�Ï��s���������L�˼ӹ�����[1]��
�S��Ӌ��C���g���ŷ����g�İlչ����32λ̎������������C���Խ����ŷ�늙C����Ԫ����Ӌ��C�]�h����ϵ�y�ѽ��ɞ锵��ϵ�y������[2]������32λ�C̎���ٶȿ죬�\����������ʹ�Ï��s�����Č��r���a�ɞ���ܣ�ͬ�rҲ��Uչ����ϵ�y�IJ��a�����ṩ�������ėl�������ĸ����r�g�ָ��ԭ���������һ�N�u�_���Č��r���a�㷨��ԓ�㷨���в��a���ȸߡ����a�ٶȿ�����c���ܝM��cncϵ�y���a�Č��r��Ҫ�u�_���dz�Ҋ�ӹ�����֮һ��ԓ�㷨����ߝu�_��݆������ľ��̺ͼӹ�Ч�ʡ�
2 �r�g�ָ���a�㷨
�r�g�ָ���a���Ļ���˼�����ڝM�㾫�ȵ�ǰ���£����ӹ�һ�Νu�_���ĕr�g���֞��S����ȵĕr�g�g����ÿ��һ����λ�r�g�g�������M��һ�β��aӋ�㣬Ӌ����u�_�������ɂ����a�c���õ��Ҿ��ƽ��u�_����ÿ�����a���ڶ��ĺϳ��M�o�M��ʽ��f=ft��
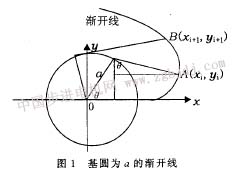
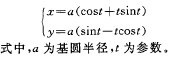
���|�Ͼ���������a������t�r�g�ȣ�x��y�S���M�o��ax��ay���Կ���x�S��y�S늙Cͬ�r�\�ӣ��γ�����ĝu�_��܉�E���O�u�_����D1��ʾ���䷽��һ�������̱�ʾ�飺
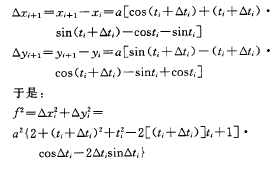
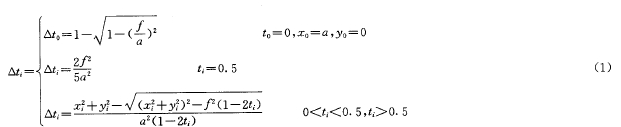
�O��rᘷ���ӹ���D1�еĝu�_�����cb���^�ca֮��IJ��a���c�������˷քe��a��b���D����ab���ǝu�_�����a�rÿ���������L�S��a��b���c�����ą���������ati�����a�ca��b�����ą����c���ɝu�_���ą������̿�֪��
������ʽ�dz�Խ������ֱ�����at/�dz����y�����]�����a���L����С���������ą�������Ҳ��С��������㷨�Č��r�ԣ������Ǻ���cosati��sinat,��̩�ռ���չ�_ȡ����ֵ���ɵã�
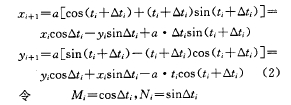
����֪Ŀǰ���a�c�Ͳ��L�S��ɢ�ɽ��
�����µIJ��a�c�����˞飺
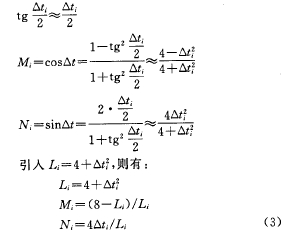
����ֱ��Ӌ�����Ǻ�����m,����i��ռ�����C�r����p��Ӌ��r�g�����ý���ֵ��m����i����at,��С�r�У�
����ʽӋ�����m,��n,���܉��C���еIJ��a�c�����ڝu�_���ϣ������˲��a�r���۷e�`����� |