���M���b�t�M�φ��}��ģ�c�����㷨
��־������ȫ��������
�����B������W��Ϣ�c�����о����ģ��|�����B116024��
ժ Ҫ��ᘌ���ʽ�t�˻����a�е�䓾��M�϶Ѷ⃞�����}������������С��䓾��~�t���ӟ�r�g��Ŀ�˵Ĕ��Wģ�͡�ģ�;C�Ͽ��]��䓾���������Լ����a��ˇ�s���l�������،�䓾��M�t�ӟ�̎��r�g��Ӱ푡��ڷ�����ʽ�t�˻�ӟṤˇҎ���Ļ��A�ϣ������һ�N���M���m���z���㷨��ģ����⡣�㷨������b�t�M�φ��}�cһ�S�b�䆖�}�������c�ֽM���aȾɫ�w�����b�b�䆖�}�ă���˼����Ƴ�ʼ��NȺ�|����Ȼ���ڹ�ˇҎ�t��ָ�����z�������M�І��lʽ�����׃����׃���ʺͽ������S�NȺ�Ք��̶����m���{���Ա��C�NȺ�����Ժ�ȫ���Ք��ԣ����Y�Ͼֲ��F�e�����������F�ˌ�����ģ�͵ă���Ӌ�㡣���挦�Ȍ���Լ��F�����H����Ч��������ԓ�������������㷨�ă�Խ�ԡ�
�P�I�~����ʽ�t�˻𣻽M�σ������b�䆖�}���ֽM�z���㷨
�ЈD���̖��tp 399 �īI���R�a��a
1����
��ʽ�t�˻���ұ����I���a���|����܈����aƷ��һ���P�I�����Ǵ���܈����S���a����Ҫƿ�i���b�t�M������ʽ�t�˻���_ʼ�h�����������ض��Ĺ�ˇҎ�t������䓾���һ��������Mͬһ�˻�t�С���ͬ�b�t�M�ϕ������ӟ�r�g��һ���������{�������ԣ������b�t�M���܉�ֱ�ӽ�����Դ���ġ�
䓾��b�t�M���^�̴����T��s���l�����F���������a����˹�����b�t�ķ���Ч���^�͡��īI[2]���b�t�M�φ��}�M���˳���ģ���������z���㷨��⣬ȡ���˃����빤�M�ϵĽY�����īI[3]���b�t�M�φ��}�M���˃��A�ζ�Ŀ�˃����������īI����ă���Ŀ�˾�������䓾��b�t�M�Ϻӟ�r�g��С����Ŀ�˺����s���ǿ��ӟ�r�g�����nj��˻�ˇҎ�t��ͬ�������D����ʽ���@�N�D������ģ�͵����Ӌ�㣬��ģ�͵ij����������䓾�䓷N�ͺ�Ȍ��ӟ�r�g��Ӱ푡�
�����ڷ����˻�ˇҎ�t�Ļ��A�ϣ����]Ӱ�μӟ�r�g�ĸ��������أ��������Կ��ӟ�r�g��Ŀ�˺������b�t�M�ϔ��Wģ�͡��Թ�ˇҎ�t���醢�lʽָ�����o��һ�N���M�����m���z���㷨��ģ�͌������Y���^�á�
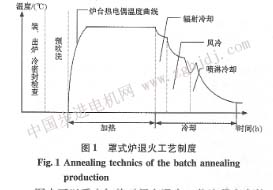
�D�п��Կ����ӟ�r�g���˻�ˇ������ռ�^����ء�ͬ�r��������ˇҎ�t�ӟ�r�g���LҲ����������s�r�g���ӡ����ԣ������b�t�M�ό�������aЧ�ʾ�����Ҫ�ĬF�����x��
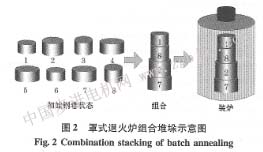
䓾��M�϶Ѷ�ʾ��D����D2��ʾ��
�M���b�t�^����Ҫ���]䓾����⏽�����ȡ���ȵȎ�������ʹ�Ѷ�Č����c�t�ӵČ���ƥ�䡣
�F���o������Ҫ�b�t�Ѷ�ԭ�t���£�
�ٲ�ͬ��|����ͬҎ����˻��ƶȣ����b�r��****�|����Ҫ���˻�
�ڱM���ܰѾ�����ͬ�˻�ˇ�ƶȡ�Ҏ����|��䓾�ͬ�t�˻�
�ی��ȼ������ͬ���⏽��ͬ��䓾������폽��С�������϶ѷš�
���⏽��ͬ�����Ȳ�ͬ�r������խ�������϶ѷš�
���⏽�͌�����ͬ�Һ�Ȳ�ͬ�r�������������϶ѷš�
��ͬһ�t��䓾픵���ܳ��^5��
�߶Ѷ��x��=䓾팒��+���g��������+�ײ��������ȣ��������Ȟ�70 mm�������ҶѶ�߶ȡ�4 350 mm��
���ڰ��ŶѶ�r�����֠t�ȱM���ܵ�****�Ѷ�߶ȡ�
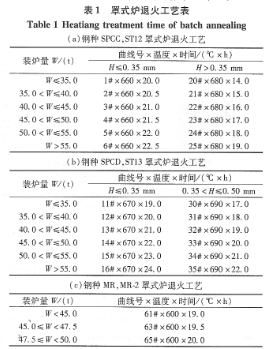
ÿһ�t䓾��ļӟ�r�g�����˻�ˇ�_���������džμ�ij�ָ�˵ĺ��ν���������Ҋ��1��
�b�t�ļӟ�r�g�c䓾���䓷N����Ⱥ��������P��䓷N�ͺ�Ȍ��ӟ�r�g��Ӱ��w�F������ԭ�t�ڲ�ͬ䓷N���b����ͬһ䓷N��ͬ���Ҏ��mr��mr2���⣩���b��䓾����ɼӟ�r�g�����ӡ�䓾��������ӟ�r�g��Ӱ푱��F���£�
�ӟ�r�g�S�b�t䓾���������������һ�������� |