���B܈�C����Ԅӿ��Ʋ��ԑ��Ì��ȷ���
���r1���۸�Ⱥ1����܊��2��������2
��1�|����W��Ϣ�ƌW�c���̌WԺ���|�����110004��2�����܈�ɷݹ�˾���|����ɽ114003��
ժ Ҫ��ᘌ�������H���M��acc���Ʒ���������ر��^��������˾�����T�ӹ�˾��ȿ��Ʋ��ԵIJ�ͬ������Փ�Ϸ�������������ߺ�ȿ��ƾ�������ȡ�Ŀ���˼�����e����������acc���Ʋ��Է��棬�o���w�F���ߌ��ڸ��ƺ��ƫ���ֶεIJ�ͬ����Kͨ�^܈�C���a��ȿ��ƽY�������������U���˿��Ʋ��ԵIJ�ֻͬ���ڬF��Ӳ�����õĻ��A�ό��F�����OӋ����K������P���B܈�C�߾��Ⱥ�ȿ��Ʒ������o��ȡ�ηN��ȿ��Ʋ����Ԇ��Ϻͽ��b��
�P�I�~�����B܈��agc��݁�p��݁�٣�����������ƣ�������
�ЈD���̖��tp 27 �īI���R�a��a
1�� ��
�ؿv���Ⱦ�������܈�������Ҫ�ļ��gָ�ˣ�����K�aƷ�ijߴ羫���ܷ��C�ژO��̶�����ه�ں���Ԅӿ���accϵ�y����20���o50����lչ�����ĺ���Ԅӿ��Ƽ��g�lչ���^���죬����Ч�����@��������agcϵ�y���Ʒ�ʽ�ܶ࣬���Nacc�ͺ�ϵ�y������P���Ӱ푣����H�ϴ�����****�M�Ϸ���������ͨ�^���ȇ������Macc���Ʒ�ʽ������������ȿ���˼��IJ����K������P���B܈�C�߾��Ⱥ�ȿ��ƃ���������
2���{agc���ȷ���
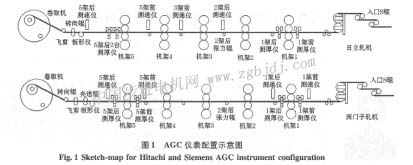
accϵ�y�Ļ������Ʒ�ʽ�֞���{acc�;��{agc�ɲ��֣����{acc���Ʒ�ʽ�������õ�1�C�ܵ�ǰ�����������O��acc����׃��݁�p��ͨ�^��2�C�ܵ�ǰ��acc����׃���g��������ʹ��䓴ֺ��ƫ���ڵ�1�C�ܵõ������������˷�������ڴ�Ҏ����1�C�ܡ���5�C�ܷքe��sl-s5��ʾ�������B܈�Cacc�����ԭ�t���ǻ��ڱ�������܈�C���������㶨��ÿ���C�ܵ�������ݔ�����ǎ���ٶȺͺ�ȵľC�ϽY�����F��������^���M��acc�����У�****�����Ե�������(hitachi)��˾��s/emens��˾��������acc���Ը������c��������܈�C��ȿ����I������Mˮƽ���������������ȡ��һЩ����agc��ʽ�M�Ќ��ȷ�����
�ڙz�y�x�����÷��棬�����x�����ð�����slǰ��y��x��sl܈�������^��s2-s5��y�كx��s5ǰһ�_�y��x��s5����_�y��x��s5܈�������^��siemens�x�����ð�����slǰ��y��x��slǰ��y�كx��s5ǰ��y��x��s5ǰ��y�كx��siemens��slǰ������˜y�كx�͜y��x��������sl���F������acc��Ѹ����������Ӳ��ƫ��ͺ��ƫ�������slǰ��H����˜y��x�o�����Fsl������acc��������s2 -s5�������˜y�كx���t���Ԍ��Fs2-s5����������acc����Ŀ���DZ��Cÿ���C�ܶ��к�ȿ��Ʒ�ʽ����������sl܈�������^����
��Ҫ�������B܈�C����c���ο��Ƶȷ���Ĺ�����
��slǰ��acc�����У�������������slǰ�y��x�z�y���{��s1݁�p������ԓ����acc�{����ʽ��ͬ�r�{����ڏ���݁��s݁���D���M�Џ���������ơ���siemens���е�****���������Ʒ�ʽ����r������ͬ����ʽ(1)�ɵã������s݁������0���C�ܣ�ͨ�^�{��s݁�١�vo������܈�C��ں���ho��������������Ƅt��s1݁�p���ƌ��F��
ʽ�У���vo���˿�s݁�ٶ��{��������vho��slǰ���y��
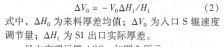
��sl����acc�����У������ԭ�����nj��g�Ӝy��agc���y�M�бO���������Ա��Mһ�����acc���ȡ�siemens���ñO��agc��ʽ��������sl���ڜy��x�y�ú��ƫ��Y��smith�A���������ƫ���M�М����a�������������õ�sl݁�p��ͨ�^�{��s1݁�p������ԓ���ƫ����{����ʽ����****��������ʽ�£���ʽ(2)�ɵã�ͨ�^�{���˿�s݁�١�vo�������ں���h1��
ʽ�У���h1����Ϻ���ֵ����v0�����s݁�ٶ��{��������h1��s1���ڌ��H��
�������F����acc����D2��ʾ��
|