���ڌ���ϵ�y�Ļ��D�G�G�^���r�R�e
��Т�t����ϲ�����ں���
���ϻ��W���ƿƌW�c���̌WԺ��ɽ�|����250022
ժ Ҫ��ᘌ����ɷ�ˮ�����a���G�^�h���Ǿ��ԡ��ཻ��������ϡ���r�������Ԍ��µĹ��r���s�������y�ȴ�Ć��}������������G�^���r���c�Ļ��A�ϣ������һ�N���ڌ���ϵ�y�Ĺ��r�����R�e������ԓ�������Ȍ��ļ�ɢ����ϵ�y�вɼ��ĬF���������rֵ�M�Д����A̎�����\��art-2�W�j�㷨���P�I�����Ĺ{��څ���M���ھ����R����ݔ��څ��e��ͬ�r����Ҫ�����Č��rֵ�M��ģ����̎����ݔ��ģ���nλ���ڌ���Ҏ�t�Ĺ��r�R�eϵ�y���������ı��R�Y����ͨ�^���_����ݔ����ǰ���r�����r�R�eܛ������c++�������F�����H�\�б�����ԓ���������_�Ժ͌�����
�P�I�~�����D�G��art-2�W�j��ģ��������ϵ�y
�ЈD���̖��tp 27 �īI���R�aa
1�� ��
ˮ����������a������һ����Ƽs���B�m�\�еĴ�ϵ�y���G�^�h����ˮ�����a�^�̵ĺ��ĭh�������Ɏ��џ��ij̶��Լ�����C��s��Ч��ֱ�ӛQ����ˮ����|�����G�^�h��늺ľ�ú�ļsռˮ�����aȫ�^�̿����İٷ�֮40����ˣ�ԓ�h���ă������ƌ���ˮ����I���ܽ������x�ش�Ȼ���Gϵ�y����ϡ��Ǿ��ԡ���׃������r��������ʹ��ͬ�D�Gϵ�yģ�͵Ľ����O����s��ֱ�ӿ��Ƶ��y�Ⱥܴ����D�G���r�M�з���c�Єe�nj��F���ܲٸG���������Ƶ�ǰ���c���A��
Ŀǰ���ڸG�r���Д��ںܴ�̶�����ه�����T��֪�R�ͽ����ڲٸG�^�̄ڄӏ��ȴٸG�ˆTˮƽ����R������y�Ԝʴ_���ոG�r��׃�����˹����ܼ�֪�R���̼��g�İlչ�����Fˮ�����a�^���иG�r�������R�e�ṩ����������Փ���A��������Ҫ��B�˻���art-2�W�j��ģ����Փ�ĸG�^��ˇ�������R�������Լ�ᘌ��������R�Y���Č���ϵ�y�ڸG�^���r�����R�e�еđ����о���
2 ���D�Gϵ�y��ˇ����
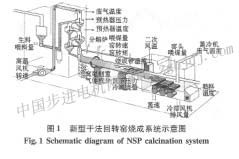
���r�����R�e�Č��F��횽����ڌ����a��ˇ�ĸ߶�����Ͱ��յĻ��A�ϡ����ɷ�ˮ����D�G�ğ���ϵ�y�Y������D1��ʾ��
���У��A������ϵ�y�ğύ�Q�b�ã��ֽ�tʹ�����Mһ���ӟᲢ��ǰ�ֽ⣬���D�G�ǟ����^�̵ĺ����O�䣬�����ڸG�^���Ɏ��^���^һϵ�Џ��s���������W�������ɸߜ����ϡ�����C���ՏĻ��D�G�����ĸߜ����ϣ������M����s���ύ�Q�^���Юa���ĸߜؚ��wһ������������L���ظG����ȼ��һ�������������L�M��ֽ�t��ȼ���������L�ڸG�^���L�C���������M��G�^��Չm�������Չm����̎�����ų���
3��ˇ�������R
ͨ�^��ȡ�F�������ˆT�Č��`���C�Ͽ��]Ӱ푻��D�G�Ṥ�ƶȵ��T�����ذl�F���G�^�h�����P�I�ą����ǸG��늙C���������Cһ�҉������ڌ��H�ٸG�^���У������T���H�Pע����2�������Č��rֵ�������P�ą�����׃��څ�ݣ����G�����׃��څ��ֱ�ӷ����G��ؓ�ɵ�׃�����g�ӷ�ӳ���Ɏ��ضȵ��߄ݣ�������׃��څ��ֱ�ӷ�ӳ����C���ϵ����ȴ�С���όӺ�ȵĸ�׃����ʴ_�Д�G�r���������P�I�����⣬߀��Ҫͬ�r�������ׂ���Ҫ�������o����K�Дࣺ����Ͷ�������ֽ�t�ضȡ����Ҝضȡ��G�^ιú�����G�^�֜ضȡ��G�^��Չm����ڜضȵȡ�
1)�������A̎��鱣�Cڅ�ݱ��R�͌��rֵ���R�Ĝʴ_�ԣ��茦ԭʼ�����M���A̎���������B�m��ֵ�V�����ڱ��C������ʧ���ǰ���£��M��ʹ��������ƽ����څ�����@���V���������£�
ʽ��xi��ʾij�r��ij�����Č��rֵ��
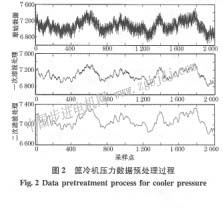
������Cһ�҉����������������ϞV����ʽ���F���ɼ���2 000�������M���A̎������D2��ʾ��
�V��Ч�����@���^�õر�����ԭʼ������׃��څ�ݺͷ�ֵ
2) art-2�W�j���R�P�I����׃��څ��art�W�j�������ʽ��art-1�W�j������������boston��W��crossberg��carpenter��1987��3������ġ�1987��6������m����ģ�M��̖�� |