�����w�S�y�������IJ��M늄әC����ܛ���OӋ
���Է��������
(ɽ�|�p���I�WԺ��ɽ�|����250353)
ժҪ�������M늄әC�����w�S�y��ϵ�y�Ķ�λ���ƣ����һ�N����Pc�C�͔����ɼ������ƿ��IJ��M늄әC���Ʒ���������windows�ྀ�̺߾��ȶ��r���g���õ�ܛ���OӋ�У��Ԯa���߷����ȵ��}�_��̖����߲��M늄әC�Ķ�λ���ȡ����½�B��ܛ���OӋ�^�̣����o���������Ŀ���ܛ�����档
�P�I�~���w�S�y��������ܛ���������ɼ������ƿ������M늄әC���߾��ȶ��r���ྀ��
�ЈD���̖��TM383��6 �īI���R�a��A ���¾�̖��1004��7018(2010)05��0060��03
0����
���M늄әC��һ�N�������}�_��ֱ̖���D�Q�ɽ�λ�ƻ�λ�ƵĿ�����Ԫ�������о��_���M��ƽ���{���Լ�������ͣ�͓Q������c���V�������ٶȿ��ƺ�λ�ÿ���ϵ�y�����Č����M늄әC�����w�S�y������ϵ�y��ԓϵ�y��Ҫͨ�^���Ʋ��M늄әC�\�������w�S���_���y���w�S������Ŀ�ģ�Ҫ�����^�߶�λ���ȣ�������ͨ�^ܛ��������������\���^�̡�ϵ�y�OӋ���P�I�nj��F���M늄әC���\�ӿ��ƣ���Ҋ�����С�����(1)���ؙC�Y���\�ӿ��ƿ���ʽ��(2)Pc�C�Y�φ�Ƭ�C��Сϵ�y��ʽ��(3)���ؙC�Y��PLC��ʽ���@Щ�����У��еijɱ��^�ߣ��еČ��F�^���s�����IJ���Pc�C�Y�ϔ����ɼ������ƿ��Ŀ��Ʒ���������ܛ���ě]Ӌ�������Windows�ྀ�̺߾��ȶ��r���g�����ɵ��M�o�}�_��̖�����Ժã����M늄әC��λ���ȸߡ�ԓ�������H���Է����ͨ�^ܛ��������Ʋ��M늄әC���\���^�̣����ҿ�������Pc�C�͔����ɼ������ƿ��ă��ݗl�������F�����ɼ���̎�����������ܡ�
1ϵ�y���ɼ�����
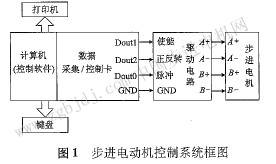
���M늄әC����ϵ�y���ɿ�D��D1��ʾ���D�е�Ӌ��C��һ�_��ͨPC�C�������I�P�ʹ�ӡ�C�������ɼ������ƿ�����PC�C��PCI����У����M늄әC�ǃ�����ʽ���M늄әC�������·�ɏS���ṩ��ϵ�y�����r����Pc�C�ϵĿ���ܛ�����������ɼ������ƿ������·�l��������̖���}�_��̖�����·��ݔ����̖�D�Q��dʮ��Aһ��B+��B��·ݔ����̖���Ӳ��M늄әC��
ϵ�y����ܛ����Ҫ���ܰ�����(1)���Ɣ����ɼ������ƿ��_�P��ͨ��Doutl�ƽ���F���M늄әC����ͣ���ƣ�(2)Dour2�ƽ���F���M늄әC�����D���ƣ�(3)Dout0�ƽ���ɲ��M늄әC���M�o�}�_��̖��(4)ͨ�^��׃�}�_�l�ʣ����F�{�٣�(5)���Ɣ����ɼ������ƿ�ģ�M��ͨ����A��D�D�Q�����Fģ�M�������w�S�y�������IJ��M늄әC����ܛ���OӋ��̖�ɼ���
2�P�I���g��B
2��1�����ɼ������ƿ�
ϵ�y����һ�N���a��PcI���������ɼ������ƿ���ԓ������16·�_�P��ݔ�룯ݔ��ͨ����16·ģ�M��ݔ��ͨ����1��12λ��AD�D�Q����ʹ�Õr���������ɼ������ƿ�����Ӌ��C�����ϵ���һPcI��۽��������b�]���ӳ����ó���ͨ�^�ӑB朽ӎ��ṩ�Ď캯���L�������ɼ������ƿ������õĎ캯�����������£�
(1)]KP8l LocateOpen�����_�����ɼ������ƿ���
(2)KP811 c10se���P�]�����ɼ������ƌ���
(3)KP8ll��FIFOcls����I��FIFO��
(4)KP811һReadnF0���xHFO������
(5)KP811_Input���_�P��ݔ�룻
(6)KP811һOutput���_�P��ݔ����
�OӋ����õĎ캯����KP811 Output��ԓ������ֱ�ӿ���ij·�_�P��ݔ�����ƽ��ԭ�����£�
V0ld KP811һOutput(IO HLE hIO��shor channel��b001 states��bool initop��1ong val)
ݔ�녢���ĺ��x��h10����_�Ĕ����ɼ������ƿ������In۾p��ݔ����ʽ�x��߉ֵ��1���r�����ֹ���ʽݔ����߉ֵ��0���r����ͨ����ʽݔ����chan��nel��ͨ��ݔ����ʽ�µ�ͨ��̖��stms��ͨ��ݔ����ʽ��ͨ����B����l���rݔ�����ƽ����0���rݔ�����ƽ��vd�����ֹ���ʽݔ����
�����ɼ������ƿ����̕rҪע����c��
1)����Ҫ�{��Load��brary����朽Ӕ����ɼ������ƿ��ĄӑB�죻
2)���L�������ɼ������ƿ�ǰ����ȴ��_�忨���L���Y�����P�]�忨��
|