c
����\
�㽭�{��늙C�S���㽭ͩ�l314500)
��Ȧ���̖��tm305 �īI���R�a��e
���¾�̖��1004-7018(2010)07-0070-01
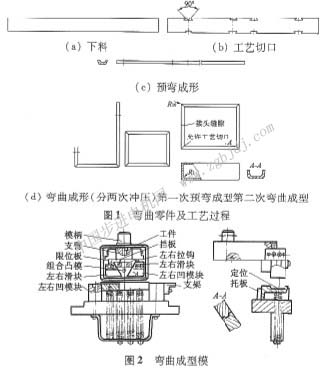
�^ȥ���҂���������Ĺ�ˇ�����ܺ��Σ���D1��ʾ����ȱ�c�ǣ����y�m���_�����]�ϸ߶ȣ����͏�������������ģ��ȡ�¡���ˣ��҂��OӋ��һ���KʽÛ�s����ģ���^�õؽ�Q���������}�����L�����a���`��Ч�����á�����ģ�Y����D2��ʾ��
����ԭ�����£�
��ˇ�������P�I�Ǐ�������ģ�ě]Ӌ����������ģ��Ҫ���Ñұ�ʽ���KʽÛ�s�������ͼ��g��ԓ����ڴ�ģ���ϷփɴΛ_���ӹ�����D1��ʾ��
��һ�Λ_���A�����ͺ�����߶Ȟ�264. 6 mm���ټ��M�ĸ߶ȹ�404. 6 mm���@�ӣ�100 t��f�ě_��������]�߶Ȳ�����b�M�мӹ���������100t����Ȼ���䌍�H�_����ֻ��1t����˲��Ñұ�ʽ���g������ģ�OӋ�ɑұ�ʽ���M��ģ�����b��֧������һ�ˣ�ģ���b����һ�ˣ��Ķ��ڛ_�����K�У������@�N�ұ�ʽ���g������ě_�ƿ��ڛ_�����K��ǰ���M�мӹ����ͣ��������ܛ_�����]�߶ȵ����ƣ�����ֻҪ��l6 t��35 t�_���ϾͿ����M�мӹ��ˡ�
�ڶ����{�^�_�����������ͺ������һ�������Π�����һ�νY�������ͺ������o����ģ��ȡ�£�����ȡ������������ʹ�������׃�Σ��ɞ�UƷ�����OӋ�r���]���ǰ�����ϣ����g��һ�����ף��ʰ�ģ�OӋ�ɶ��K��ƴ�������һ��K������ģ�M�϶��ɣ�����β���B�Ӻ͏��ɵ��������Û�s�\�ӣ�
���ô˽Y�����^����ȡ���������乤���^���ǣ��_�����K���У��M��ģ�M����A���õ�ë����������ģ�����һ��K�_ʼ����β�����ϻ��ӣ�ͬ�r�������Ƅӣ��_�����K�����������c�r�����һ��K��������λ�壬�˕r�M��ģ�ߴ�ǡ����̎����������ƴ����⻬�B�ӳɞ�һ�w�����dz���ģ�ߴ�123 9+0. 02 mm�����˕r������͡��_�����K���������һ��K�������ɵ���������β�������»�λ�����������^�c����_�������»��M��ģ�ߴ���ԭ����123. 9 mm��0 02 mm�sС��111 mm���ڸ߶ȷ����B֧ͬ��ĩ�˸߶�һ��81 mm����������g�F�מ�113 mmx83 mm��������������ģ��ȡ�£��Ķ��Y����һ�������ȫ���_���^�̡�
�M�룺 |