����ܶ��������w��������Ϥ�ˣ������˽������Ŀ���˼·���x�x��λ������
������ٶ�ͬ������r�£���(sh��)�F(xi��n)���L�Дࣿ
�ŷ�늙C(j��)���������еđ�(y��ng)�Ì�(sh��)����
��늿�ϵ�y(t��ng)
��ǰ��
һ����ͨ���O(sh��)����Ã�(n��i)���}�_���ܵ�С��PLC��ͨ�^���S���a���ٶ�ݔ����PLC��(n��i)�ø���ݔ���c(di��n)�����@���S�c�ž��S���ٱ��M(j��n)�к����ٶ�ͬ�����@�N������PLC�\(y��n)��Ӱ푣�ͬ�����ȲӋ(j��)������CPU̎��r(sh��)�g�^�L����˕����F(xi��n)���L�����Ӝp�ٕr(sh��)�е�ͬ���Բ��(y��n)��Ӱ���Ʒ���|(zh��)������ϵ�y(t��ng)���ø����pCPU�Y(ji��)��(g��u)��ʽ�����ê�(d��)��CPU̎���\(y��n)�ӿ����㷨�����Ժܺõ،�(sh��)�F(xi��n)���N�\(y��n)��܉�E���ơ�߉�������ƣ�ֱ��/�A�����a(b��)���Ƶȣ��ڸ����o(h��)�ǙC(j��)�������������\(y��n)�ӿ����������݆���ܺܺõĽ�Q���������}��
���y(t��ng)�Ķ��L����ϵ�y(t��ng)�������ڲ����_ʼ�ӹ�֮ǰ���������R�_(d��)�������ͳ�ָ�����L�ȣ��Ȳ��Ϸ�(w��n)��ֹ֮ͣ�ᣬ�S�����M(j��n)�������ļӹ����I(y��)��Ʃ��䓰���С��ܲ�䏔ࡢ��ɫӡˢ�����ȵȡ���˻����ϣ�ֻҪ���ϵ��L�Ȝ�(zh��n)�_����Փ���ηN�ӹ����I(y��)���a(ch��n)����Ʒ���|(zh��)����߀���Ա��͑����ܡ����ǣ�������б�y�������a(ch��n)�����o�p䓹����a(ch��n)��������|�D�����a(ch��n)����䓽�Cֱ�и����a(ch��n)�����ȵȣ��������B�m(x��)���g������a(ch��n)�����ģ������o������ֹͣ���o�B(t��i)���еķ�ʽ���Լ��͑���Ҫ������a(ch��n)Ч�ʵ���r�£�ͬ��ʽ����ϵ�y(t��ng)�ͱ��^�m�á����Ľ�B����ϵ�y(t��ng)����ͬ��ʽ����ϵ�y(t��ng)�е�һ�N������߀���w�������С�����֮�g****�ą^(q��)�e�ǣ����������\(y��n)�ӣ����w���Ǟ�ͬ���\(y��n)�ӡ�
�����Y(ji��)��(g��u)��ԭ��
��1����C(j��)��(g��u)
��Ҫ��һ���M(j��n)��늴��y��һ�˵�늴��y�����е����M(j��n)�ˡ�
��2���y���C(j��)��(g��u)
���b�ڳ������֣���D��ʾ��ͬ�S(li��n)��һ2500����A/B��IJ�־��a��,�y���M(j��n)�ϵ��ٶ�,���L�ȡ������݆�\(y��n)���е����S��
��3��ۙ�C(j��)��(g��u)
��Ҫ�ɸ߾����ŷ�늙C(j��)�����әC(j��)��(g��u)�M�ɣ������݆�\(y��n)���еď��S��
��4���M(j��n)��
��Ҫ��׃�l늙C(j��)������Ƥ���ȣ�Ҫ���{(di��o)��(ji��)�M(j��n)�ϵ��ٶȡ�
��5��늚����
����늚�����䡢�|���������С��\(y��n)�ӿ�����������ƺ��ģ��|���������˙C(j��)���Q���ŷ�늙C(j��)�����(zh��)�ЙC(j��)��(g��u)����(sh��)�F(xi��n)�и�ľ��_��
���������݆���ܑ�(y��ng)�ý�B
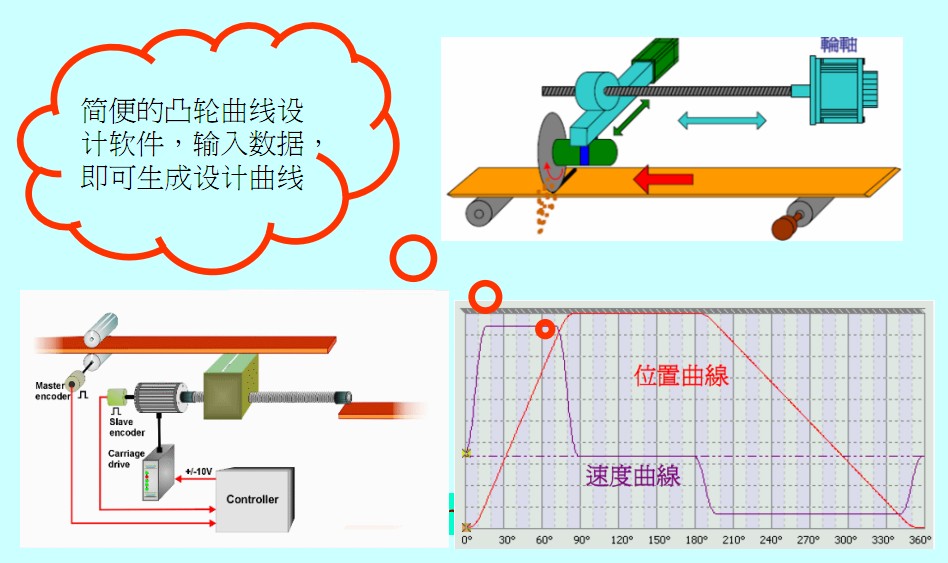
�����������݆�����S�L���c���S�ٶȵ��P(gu��n)ϵ�D
��1��ǰ�à�B(t��i)�������M(j��n)���У��L����δ�_(d��)��ָ�������L�ȡ��\(y��n)�ӿ������S�r(sh��)�ɜyݔ�����֮��(d��ng)�r(sh��)�����ٶȣ����L���m�ϼ�����ָ�]�ŷ��R�_(d��)���ӣ��M(j��n)���٠�B(t��i)��
��2���٠�B(t��i)��RampuptoTracking�������ϳ��m(x��)�M(j��n)�У��\(y��n)�ӿ������ڂɜyݔ�����֮�L�ȼ���(d��ng)�r(sh��)�����ٶȵ�ͬ�r(sh��)����ָ�]�ŷ�늙C(j��)����S�����������c�M(j��n)���ٶ�ͬ�������M(j��n)��ͬ���ٶȵ�˲�g���/���_�c���ϵĄӑB(t��i)����λ���ѽ�(j��ng)������ɡ��������M(j��n)��ͬ����B(t��i)��
��3��ͬ����B(t��i)��SyncronizedZone����һ���M(j��n)��ͬ����B(t��i)���\(y��n)�ӿ����������ͳ�ͬ����̖(CLEAR)�o�/���_���ƙC(j��)��(g��u)��Ҫ���(zh��)���Д�������ͬ�r(sh��)���\(y��n)�ӿ�������Ȼ���m(x��)�ɜy�M(j��n)���L�ȼ��M(j��n)���ٶȣ��S�r(sh��)�����/���_�c����֮�g�ĄӑB(t��i)����λ�ò�׃����˲��ܴ_�����Д����ƽ������(d��ng)�������֮���е��Ԅ��˳������l(f��)�����������̖(CUTend)��
��4���p�٠�B(t��i)��RampdownStop�����\(y��n)�ӿ�����ָ�]�ŷ�늙C(j��)����S�����p��ֱ����ȫֹͣ��ͬ�r(sh��)����Ȼ���m(x��)�ɜy����Ӌ(j��)�M(j��n)���L�ȡ�һ���ŷ�늙C(j��)��ȫֹͣ�����������M(j��n)���܇��B(t��i)��
��5����܇��B(t��i)��ReturnHome������܇�^���У��\(y��n)�ӿ������Գ��m(x��)�ɜy����Ӌ(j��)�M(j��n)���L�ȡ�
��6�����C(j��)��B(t��i)����܇���֮���\(y��n)�ӿ�����ϵ�y(t��ng)�Ԅ��M(j��n)����C(j��)��B(t��i)���ȴ���һѭ�h(hu��n)
�_ʼ.
�ĽY(ji��)���Z
ϵ�y(t��ng)���H�H���ԑ�(y��ng)�����������У�ͨ�^׃�Q��ͬ�Ŀ���������ԓ���V����(y��ng)���ڸ��N�^��Ҫ����\(y��n)�ӿ����У����磺���b�C(j��)�ИI(y��)�е��w�����C(j��)���ИI(y��)�е��w䏣�ӡˢ�C(j��)�ИI(y��)�е�����S���м���ӡ�����C(j��)�ИI(y��)�еľ��ܽj(lu��)Ͳ�@���ȵȡ�
�ڼ����C(j��)е�����݆��(x��)���C(j��)�����b�C(j��)е���B�m(x��)���b��������ʽ���b�ęM�П����������ټӹ��еď���׃���ӹ��ȡ�
|
��̖ |
�~��늉�
V |
�~������
W |
�~��
�D(zhu��n)��
n.m |
��ֵ
�D(zhu��n)��
n.m |
�~��
���
A |
�~��
�D(zhu��n)��
RPM |
�D(zhu��n)��
�T��
kg��m2 |
����
KG |
���a�� |
�m��
�(q��)����
|
|
130AEA15015-SH0 |
220 |
1500 |
9.6 |
28.8 |
6 |
1500 |
1.93��10-3 kg��m2 |
11.5 |
2500 |
DM-20BA |
|
130AEA23015-SH0 |
220 |
2300 |
14.6 |
43.8 |
9.5 |
1500 |
2.69��10-3 kg��m2 |
12.45 |
2500 |
DM-20BA |
|
130AEA16020-SH0 |
220 |
1600 |
7.6 |
22.8 |
6.4 |
2000 |
1.50��10-3 kg��m2 |
10 |
2500 |
DM-20BA |
|
130AEA15025-SH0 |
220 |
1500 |
5.7 |
17.1 |
6 |
2500 |
1.17��10-3 kg��m2 |
8.5 |
2500 |
DM-20BA |
|
130AEA24030-SH0 |
220 |
2400 |
7.6 |
22.8 |
9.6 |
3000 |
1.50��10-3 kg��m2 |
10 |
2500 |
DM-10AA |
|
130AEA11020-SH0 |
220 |
1100 |
5.2 |
15.6 |
4.4 |
2000 |
1.17��10-3 kg��m2 |
8.4 |
2500 |
DM-20BA |
|
130AEA20025-SH0 |
220 |
2000 |
7.6 |
22.8 |
8.1 |
2500 |
1.50��10-3 kg��m2 |
10 |
2500 |
DM-20BA |
|
130AEA11025-SH0 |
220 |
1100 |
4.2 |
12.6 |
4.3 |
2500 |
0.96��10-3 kg��m2 |
8 |
2500 |
DM-10AA |
|
130AEA11015-SH0 |
220 |
1100 |
7 |
21 |
4.4 |
1500 |
1.5��10-3 kg��m2 |
9.5 |
2500 |
DM-10AA |
|
130AEA26025-SH0 |
220 |
2600 |
10 |
30 |
10.3 |
2500 |
1.93��10-3 kg��m2 |
11.8 |
2500 |
DM-20BA |
|
130AEA39025-SH0 |
220 |
3900 |
15 |
45 |
15.6 |
2500 |
2.69��10-3 kg��m2 |
12.6 |
2500 |
DM-30BA |

�����r(sh��)����Ⱥ����Ƽ�����˾
�a(ch��n)Ʒ�x�;W(w��ng)ַ��http://www.taisu.net.cn/bbs_read.asp?id=4220/category-682194358.htm
(li��n)ϵ�ˣ������ (li��n)ϵ�Ԓ��13521040277
QQ��2539844470 |



