һ�����P����
1. �M�o���ܣ���ָ�����ٶ�ʹ�����\�����������Q���M�o���M�o�ٶ��Ô�ֵָ��������������150����/�ֵ��ٶ�������ָ��飺F150����ֵ��ģ�B�����m��Ч��
2. �����ָ����ؼӹ�ÿһ�����������ǰ�Ҏ�������M�еģ�ÿһ���ӹ�����������ɂ��������M�ɣ�ÿ�������ֱ������ĸ�_�^��������w����ֵ(�o�ո�)��
3. �����g϶��ָijһ�S��׃����r������Ŀճ��`����С�c�z����ĸ�g϶������朵��g϶���C���Ą��Ե����P��ʹ�Õr���O���ęCе���������g϶����t��ʹ�O���˴˅�������ijЩ�l���£�߀����ɼӹ������롣
4. �ٶȱ��ʣ�����ǰ�O����F�ٶ��M�и�׃���������ٶȱ��ʡ�һ�����{ԇ�^����ԇ�****�ļӹ��ٶȣ�ԇ���ɺ�������F�ٶȸĞ錍�H��****�ٶȣ��������ӹ��r���ٶȱ���̎��****λ�á�
5. ��̖�͘�̖����̖����̖(�ԄӮa����)��ͬ�������D��ѭ�h�r����o�����D����Ŀ�Ę�̖(����̖)�����������̎���o����̖�����c���Dָ����Ŀ�Ę�̖��ͬ����̖���ԄӮa��������̖����̖����ָ�ij����У���ֻ�����D���̎��ָ����̖������ڳ���β���ָ����̖(00)����̖��ȡֵ����1-99��
��ͬ�еĘ�̖������ͬ(00����)��
�����ּ��s��
X X�S����/****����
Y Y�S����/****����
Z Z�S����/****����
C C�S����/****����
T ѭ�h�Δ������t�r�g
L �o����ǰ�����еĘ�̖(ÿ�����D���̎����o��������0�r��o��̖)
F ָ���M�o�ٶ�
P ݔ��ڡ�ݔ���B���S�xָ��
S ݔ�롢ݔ���B���S�����Bָ��
N �o�����D����Ŀ�Ę�̖,���ض���̖
����ָ��
�����ʹ�ã������������Ýh�������x��ʽ��ͨ�^��һ(F1)�I���pһ(F2)�Iѭ�h�x�����ָ����������ַ�̖��ݔ�룬��ָ����ù̶������ʽ����ʾݔ�������ij��������ڲ�ݔ��Ĕ����ɲ���(ʹ��Ĭ�J����)����ϵ�y****�����Д�450�С�
1������Y��
�Y������Ĉ��С������F���R�e��ָ���ஔ��������Y����ָ�
�������o
2��****�\��
��ָ��Ɍ��F����ֱ�����a��ָ��λ�á�����λ�ƕr��ϵ�y��****�ٶȡ��ٶȱ����Į�ǰ�c�\�ӵ����o��****����λ�á�
���\�����ٶȱ��ʵ�Ӱ푣����c��ǰF�ٶȟo�P��
������X(X��****����)��Y(Y��****����)��Z(Z��****����)��C(C��****����)��F(�ɞ���m��ָ��ָ���ٶȣ���ɞ�0)
P��S��P����(��0)�x���ݔ��ڠ�B��S(0/1) �r�ȴ�
���x�С������O�á��ġ�ϵ�y���С��x헡��µġ����Ԅӡ��r���S����****�ٶ��\�ӣ��ȵ���ͣ��ȫ�����M����һ�l����t�����Sֱ�����a��ʽ�\�ӣ��cֱ�����a�ą^�e����****�ٶȣ��c��ǰ�ٶȟo�P���\�ӡ�
3�������\��
��ָ��Ɍ��F����ֱ�����a��ָ��λ�á�����λ�ƕr��ϵ�y��****�ٶȡ��ٶȱ����Į�ǰ�c�\�����o������ֵ��
���\�����ٶȱ��ʵ�Ӱ푣����c��ǰF�ٶȟo�P��
������X(X���\������)��Y(Y���\������)��Z(Z���\������)��C(C���\������)��F(�ɞ���m��ָ��ָ���ٶȣ���ɞ�0)
P��S��P����(��0)�x���ݔ��ڠ�B��S(0/1) �r�ȴ�
���x�С������O�á��ġ�ϵ�y���С��x헡��µġ����Ԅӡ��r���S����****�ٶ��\�ӣ��ȵ���ͣ��ȫ�����M����һ�l����t�����Sֱ�����a��ʽ�\�ӣ��cֱ�����a�ą^�e����****�ٶȣ��c��ǰ�ٶȟo�P���\�ӡ�
4��ֱ�����a
��ֱ����F�ٶ����ٶȱ����\�ӽo���Ŀ���ֵ��
���\�����ٶȱ��ʵ�Ӱ푣����c��ǰF�ٶ����P��
������X(X���\������)��Y(Y���\������)��Z(Z���\������)��C(C���\������)��F(�\���ٶ�)
P��S��P����(��0)�x���ݔ��ڠ�B��S(0/1) �r�ȴ�
��P��0��S��1�r�����Пo���\�ӡ����o�����c�\�ӽK�c�o�P���H�O�ø��S�\�ӱ����Pϵ���\���^����֧�֡���ͣ���͕�ͣ��Ć��ӡ��˳��Ȳ�����
5��혈A���a
��혈A������F�ٶ����ٶȱ����\�ӽo���Ŀ���ֵ��ֻ��X��Y�S���F�A�����a��
���\�����ٶȱ��ʵ�Ӱ푣����c��ǰF�ٶ����P��
������X(X���\������)��Y(Y���\������)��I(X�����ڈA�ĵ�����)��J(Y�����ڈA�ĵ�����)��F(�\���ٶ�)
P��S��P����(��0)�x���ݔ��ڠ�B��S(0/1) �r�ȴ�
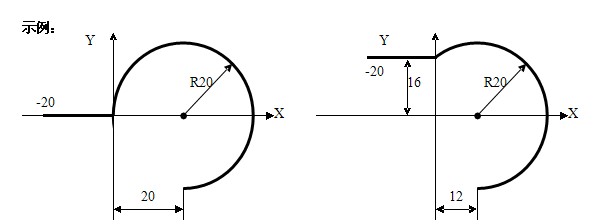
��D��Line X20.000 Y0
Sarc X20.000 Y-20.000 I20.000 J0
�҈D��Line X20.000 Y0
Sarc X12.000 Y-36.000 I12.000 J-16.000
6����A���a
����A������F�ٶ����ٶȱ����\�ӽo���Ŀ���ֵ��ֻ��X��Y�S���F�A�����a��
���\�����ٶȱ��ʵ�Ӱ푣����c��ǰF�ٶ����P��
������X(X���\������)��Y(Y���\������)��I(X�����ڈA�ĵ�����)��J(Y�����ڈA�ĵ�����)��
F(�\���ٶ�)
P��S��P����(��0)�x���ݔ��ڠ�B��S(0/1) �r�ȴ�
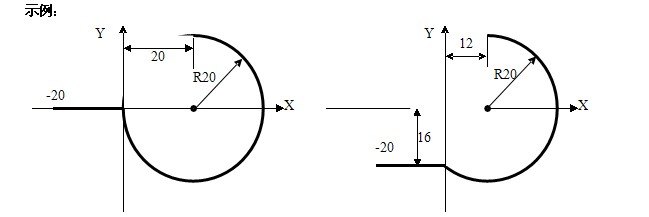
��D��Line X20.000 Y0
Narc X20.000 Y20.000 I20.000 J0
�҈D��Line X20.000 Y0
Narc X12.000 Y36.000 I12.000 J16.000
7���ӕr�ȴ�
�ӕr�����r�g���r�g��λ0.1�롣
������T(�ӕr�ĕr�g��100����)������0�r���Е�ͣ���ܣ���ͣ�����ӡ��^�m��
ȡֵ������T(0-9999)
8��****���D
���D��ָ���Ę�̖̎��
������N(Ŀ�Ę�̖)
ȡֵ������N(1-99)
9������ѭ�h
�D�Ƶ�ָ���Ę�̖����У�������n�Ρ�
������T(ѭ�h�Δ�)��N(Ŀ�Ę�̖)
ȡֵ������T(1-9999)��N(1-99)
10���y��D
�yԇָ����ݔ���c�Ġ�B�����ϗl�����D����t�Y�����У��^�m������һ�����С�
������P(ݔ���̖)��S(ݔ���B)��N(Ŀ�Ę�̖)
ȡֵ������P(1-12)��S(0,1)��N(1-99)
11�������O��
�O�î�ǰ����ֵ��
������X(X��****����)��Y(Y��****����)�� Z(Z��****����)��C(C��****����)
12��ݔ����B
�O��ݔ���ڵĠ�B��
������P(ݔ����̖)��S(ݔ����B)
ȡֵ������P(0-9)��S(0,1)
13���ؙCе��
ʹij�\���S�ص��Cе���c��
������P(�\���S���x��)��S(����ķ���)
ȡֵ������P(0-3)��S(0,1)
0-3���քe����X��Y��Z��C��
14���ӳ���
�ӳ����{�ã��M�롢�O�á����ء�
������N(�ӳ���̖)��P(�����x��)
ȡֵ������N(1-99)��P(0,1,2)
P��0���ӳ����{��ָ��M�뵽Nָ�����ӳ���̖
P��1���ӳ����xָ����x��ǰ�ӳ���ľ�̖��N
P��2���ӳ���Y������ָ�Nֵ�o���x
15���yλ�\��
��ֱ����F�ٶ����ٶȱ����\�ӽo���Ŀ���ֵ��
���\�����ٶȱ��ʵ�Ӱ푣����c��ǰF�ٶ����P��
������X(X���\������)��Y(Y���\������)��Z(Z���\������)��C(C���\������)��F(�\���ٶ�)
P��S��P����(��0)�x���ݔ��ڠ�B��S(0/1) �r��ǰ�Y����ʣ���\��������
�Ѓɂ��Y���l�����\�ӵ��K�c�����\���^��������ݔ���c��Ч��
16���O�S���S
�O��ij�S��ij�����Sݔ���c�����\��
������N(�S�ͷ���ľ��a)��F(�\���ٶ�)��P(ݔ���̖)��S(ݔ��ڠ�B)
X�S��(0)��X�Sؓ(1)��Y�S��(2)��Y�Sؓ(3)��Z�S��(4)��Z�Sؓ(5)��C�S��(6)��C�Sؓ(7)
F�ٶȲ����^��(�����������ٶ�)������_����Ҫ�^�ߵ��ٶȣ��������ŷ�늙C
S��0��1�r��ݔ��ڵ���Ч��B��
��������ݔ�����Ч�r���������S���O���ķ����\�ӣ��oЧ��ͣ��
�O�Þ��S���S���ھ����еČ��������oЧ�������ؓ���O���^һ�����tԓ�S�����S���S��
�����O��4���S�ӿ����c��
17�������
�O����ݔ��ڵĠ�B׃��������Д�(��ͣ��ǰ���\�ӣ��D���Д����)��ڣ������Д�ؔ��c���^�m��
������N(�Д���ژ�̖)��P(ݔ���̖)��S(ݔ��ڠ�B/�ӹ���)
��������ݔ�����Ч�r���Y����ǰ���\��(��ͣ)���D����ָ����̖����ڳ�����У����������ؕr�Y���Д࣬�����Д��c��
N���Д���ژ�̖��ͬ�rҲ�Dž^�e��ͬ�Д�Ę�־����ͬ���Д����ͬһ��̖��
P��ָ���Д�Դ��ݔ���̖��ȡֵ1-9
S��0��ָ��ݔ���0(���_)��Ч
1��ָ��ݔ���1(�c24V�ؽ�ͨ)��Ч
2���Д�أ����Д��rδ��ɵ��\���^�m��N,P�o�P
3���Д�أ������Д��rδ��ɵ��\�ӣ����^�m��N,P�o�P
4��ȡ���Д࣬N���O�Õr�����̖��P�o�P
�����O���Ă��Д����
�Д��]�Ѓ��ȼ���������Д����Дஔǰ�ij����ǰ���Д����δ��������Д�(��������Д�)���ٴγ��F�������ԡ�
���磺�Ѓɂ��Д�A��B���������Д�̎�������A�����B����
�����������ڈ��Еr��A�Д���F���t�D��A������A��������^���У�A�Д��ֳ��F�t�����ԣ�B�Д���F���t�D��B�����ڈ���B������^���У�A�Д��ֳ��F����A����δ�����ꮅ���t�����ԣ�B�Д��ֳ��F����B����δ�����ꮅ�t�����ԡ�
�����������ڈ��Еr��B�Д���F���t�D��B������B��������^���У�B�Д��ֳ��F�t�����ԣ�A�Д���F���t�D��A�����ڈ���A������^���У�A�Д��ֳ��F����A����δ�����ꮅ���t�����ԣ�B�Д��ֳ��F����B����δ�����ꮅ�t�����ԡ�
18�����c�f��
�cݔ�����P��ָ��䌦���Ğ�ݔ���̖��ȡֵ1-9��
�cݔ�����P��ָ��䌦���Ğ��O��ֵ��ȡֵ0-9
��X�S��Y�S�O���S���S�r���A���\�ӌ�������
�ڳ������c�S���S���P�Ĕ�����������
����������������
�ӳ��������������
�ӳ����п������{���ӳ������Ƕ��8��
��̖��ͬ����̖
19��
ָ�����ġ�Ӣ�ġ�GM���a���ձ�
|
��̖ |
�������Q |
Ӣ�����Q |
GM��ʾ |
|
1 |
����Y�� |
Prog End |
M02 |
|
2 |
****�\�� |
Abs Move |
G00.0 |
|
3 |
�����\�� |
Inc Move |
G00.1 |
|
4 |
ֱ�����a |
Line |
G01 |
|
5 |
혈A���a |
S_Arc |
G02 |
|
6 |
��A���a |
N_Arc |
G03 |
|
7 |
�ӕr�ȴ� |
Delay |
G04 |
|
8 |
****���D |
Jump |
M94 |
|
9 |
����ѭ�h |
Loop |
M95 |
|
10 |
�y��D |
JumpBit |
M96 |
|
11 |
�����O�� |
SetCoord |
M97 |
|
12 |
ݔ����B |
Output |
M98 |
|
13 |
�ؙCе�� |
MachZero |
M99 |
|
14 |
�� �� �� |
SubRout |
M93 |
|
15 |
�yλ�\�� |
Move To |
G00.2 |
|
16 |
�O�S���S |
Follow |
M80 |
|
17 |
����� |
Intermit |
M81 |
ϵ��ʽ��
�Ԓ��13521040277 QQ��745943978
13811070445 QQ��576903228
|


