CM30Lϵ��������\�ӿ�����������ϵ�y�����ø�����32λCPU�����b�ò��ü��ֲ��M늙C�����ŷ�늙C�����Һ���@ʾ����ȫ���]�|��ʽ�����I�P��ԓϵ�y���пɿ��Ըߣ����ȸߣ�����С��������������c�����������ɿ���1-3��늙C�\�ӣ��Ɍ��F�cλ��ֱ�����a���A�����a�Ȳ���������ѭ�h�����D������PLC�ȹ��ܡ����Ρ������ą������o������Ϳ�ݵIJ�����ݔ��/ݔ�����O�ù��ܿɷ�������ʹ�ú;S�ޣ��m���ڸ��1-3�S�\���b�á�
�aƷ���c
�_�C����������� ����������λӋ��C�pģʽ����
����24V�Դ���ӱ��o IO������x ݔ���̽ӱ��o
�ք������D��ͬ���ⲿ�_�P���ƺ���PLC߉ �����^�ܴa���O��
�m�îaƷ���
l �����@��ϵ�y������܇��ϵ�y������㊴�ϵ�y������ĥ��ϵ�y
l �ü��C����ϵ�y���и�C����ϵ�y�����ӿ���ϵ�y���c�z�C����ϵ�y�����Ͽ���ϵ�y
l λ���_��һ�S����ƽ�_�����S����ƽ�_�����S����ƽ�_
l �ݼy�C����ϵ�y���i�ݽz�C����ϵ�y
l ��Ϳ���a������ϵ�y���b�����a������ϵ�y��ӛ��������ϵ�y
���g���c
l �Ԅӈ��У��Ɍ��F���H�\�С����\�С��ζΈ��С��Kֹ�����Ӻ͕�ͣ����
l �քӲ������Ɍ��F�քӸߡ����١��c�Ӳ������س����㡢�ؙCе��Ȳ�����
l ����������Ɍ��F�������M�о����x�롢�h�������湦�ܡ�
ϵ�y����
l �����ܡ����ٶ�32λ
l �ߙn�ڰ��pɫҺ���@ʾ��(�ֱ���:192��64)
l �����\�ӿ���оƬ(��̖ݔ����:5V TTL)
l ͨ�ÿ��Զ��xݔ��/ݔ��(16·��늸��x24Vݔ��,8·�^���ݔ��)
l �Ñ��ӹ�����惦��(�ɴ惦20������)l ��С������λ 0.001mm
l ****�����ߴ� ��99999.999mm
l ****�}�_ݔ���l�� 150KHz
l ϵ�y��Ҫ���� �Ԅӡ��քӡ�������ϵ�y�������ԙz���O�õ�
���b��ʽ
l ����Ͱ��b�Y����
l ���γߴ�172��94��30 ���D�ߴ�164��86
�ԴҪ��
l ��DC(ֱ��)24V/40W
�h��Ҫ��
l �����ضȣ�0��60��
l ������ȣ�5��90���o���Y
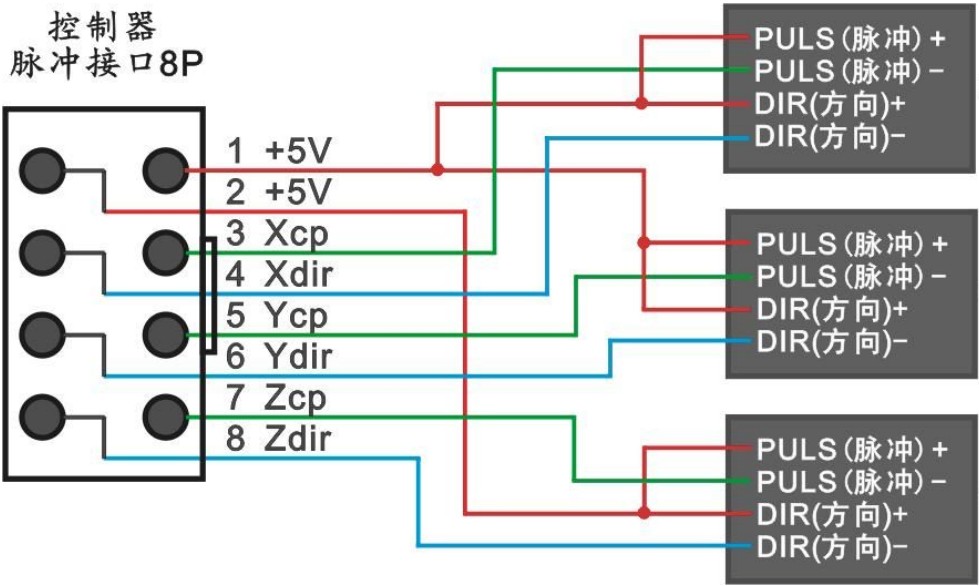
1.�}�_�ӿ��c�����Ӿ�ʾ��D
ע���tɫ����1̖�_
CM30L-10ֻ��8P�е�ǰ4��������ӣ�ͬ��CM30L-20��CM30L-30ֻ��8P�е�ǰ6��������ӡ�
2.ݔ��ݔ���c�_�P���^����Ӿ�ʾ��D
1. ݔ��Ӿ��D
�D��ɾ��Ƙ˜ʙCе�_�P������_�P�ӷ����_�P��һ�˽��x���x�õ�ݔ�뾀���_�P����һ��һ��Ҫ�����c��������ͬ��늵��Դ24V��ؓ�O
ע������_�P���NPN�͡�
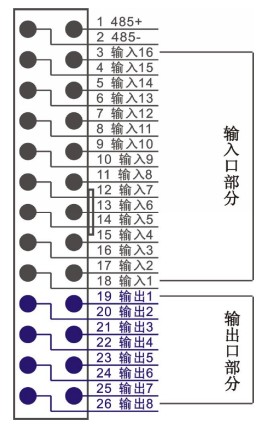
2. ݔ�����Ӿ��D
��D���|�c1,2�����^����ľ�Ȧ�|�c��
ݔ�������^�����Ȧ��һ�ˣ���Ȧ����һ��Ҫ�����c��������ͬ��늵��Դ24V�����O��
ע1���������^���������늚�Ԫ���н����Դ��֮ؓ�֣��t����ԓ�^�����늚�Ԫ��늚�D�Ӿ���
ע2���tɫ����1̖�_
ݔ��˿�1-16��ݔ�뾀������_�P��һ�ˣ����w�_�P���xȡ�Q�ڿ����������^��IO�O����ݔ�녢��ֵ�����_�P����һ��һ��Ҫ����o��������늵��Դؓ�O��
ݔ���˿�1-8��ݔ����������^�����Ȧ��һ�ˣ����wݔ���ڶ��xȡ�Q�ڿ����������^��IO�O����ݔ������ֵ�����^�����Ȧ����һ��һ��Ҫ����o��������늵��Դ���O��
��������늽ӿڶ��x�ڿ������⚤�ı��棬Ո���������ʾ�Ӿ����ҹ���Դ��24Vֱ���,���ʲ���С��40W.
�_�C�@ʾ�_�C������M�뵽����������
�D��CM30L-10�_�C������
�D��CM30L-20�_�C������
�D��CM30L-30�_�C������
���w���ʾ��D
1.�@ʾ���^
�Ԅӈ������c���M�������н��棬����Ĭ�J�Č��H�\�С����\�С��β��\�С��Kֹ����
�քӲ������c���M���քӲ������棬����Ĭ�J���քӵ��١��քӸ��١��c�ӡ��س����㡢�ؙCе��
����������c���M��������棬���������������x�롢����h��������
�����O�����c���M�녢���O�ý��棬����ϵ�y������ϵ�y�ԙz��IO�O�á��Ñ�����
X����ǰ������λ��
Y����ǰ������λ��
Z����ǰ������λ��
F����ǰ�\�е��ٶ�
��λ�������x�õ�Ӌ������X݆��ʽ��ʣ�����X݆Ĭ�J��1:1�r����λĬ�J���}�_����
****����ǰFֵ���ٶȰٷֱȣ����ʣ�
P��ѭ�h�Δ��ĵ�Ӌ�r
T���ӕr�r�g�ĵ�Ӌ�r
2.���I�^
F1���ڮ�ǰ��B�£�F1���I������λ�õĹ��ܰ��I���ڮ�ǰ��B����Ч��
F2���ڮ�ǰ��B�£�F2���I������λ�õĹ��ܰ��I���ڮ�ǰ��B����Ч��
F3���ڮ�ǰ��B�£�F3���I������λ�õĹ��ܰ��I���ڮ�ǰ��B����Ч��
F4���ڮ�ǰ��B�£�F4���I������λ�õĹ��ܰ��I���ڮ�ǰ��B����Ч��
0-9������������B���������O�á���B�¾���Ч����0��1��2��3��4��5��6��7��8��9��
1-3�����քӲ�������B�£��L����1���I����犣��Ɍ�X�S�����Ğ顰X�S�Cе�����cֵ����ԓֵ�ڡ������O�á��еġ�ϵ�y�������^�O�á��քӠ�B�£��L����2���I����犣��Ɍ�Y�S�����Ğ顰Y�S�Cе�����cֵ����ԓֵ�ڡ������O�á��^�еġ�ϵ�y�������^�O�á��քӠ�B�£��L����3���I����犣��Ɍ�Z�S�����Ğ顰Z�S�Cе�����cֵ����ԓֵ�ڡ������O�á��^�еġ�ϵ�y�������^�O�ã�����ֵĬ�J����0.
��-��������������B�£����څ^�e�\�ӷ����ʹ�ã����քӲ������£�����Z�S�ķ��D�M�в�����
��.��������������B�£����څ^�e��ֵ���ȶ�ʹ�ã����քӲ������£����ڌ�Z�S�����D�M�в�����
���˳����������\���^���ПoЧ�������B�¾���Ч�����ڷ�������һ�l�������档
�����������քӲ�������B�£�X�S���D����������������������O�á���B����Ч�������Ƅӹ�ˡ�
�����������քӲ�������B�£�X�S���D����������������������O�á���B����Ч�������Ƅӹ�ˡ�
�����������քӲ�������B�£�Y�S���D����������������������O�á���B����Ч�������Ƅӹ�ˡ�
�����������քӲ�������B�£�Y�S���D����������������������O�á���B����Ч�������Ƅӹ�ˡ�
����퓡��������桢���Ԅӈ��С������քӲ�������B���ٶ�Fֵ�ı���+���o�����ڌ���ǰ�ٶ�Fֵ�ı������ӣ�****����150%����������������������O�á���B�£�����������ǰ�������Ϸ�퓡�
����퓡��������桢���Ԅӈ��С������քӲ�������B���ٶ�Fֵ�ı���-���o�����ڌ���ǰ�ٶ�Fֵ�ı��ʜp��****����10%����������������������O�á���B�£�����������ǰ�������·�퓡�
���_�J�����������O�á���B����Ч���ą������Ñ����ݔ���ܴa�r�������_�J�����I�Դ_�������Ļ����Ñ���䛳ɹ���
���ո��������������������O�á���B����Ч������գ��h������ǰ���λ��ֵ��
�����ӡ������Ԅӈ��С���B����Ч�����ڌ����Ю�ǰ�����ļ��Ć��ӡ�
����ͣ�������Ԅӈ��С���B����Ч�����ڌ����Ю�ǰ�����ļ��ĕ�ͣ��
���H��CM30L-30������
1.1���H�\��
�������£�����Ȍ������IF1�M�롰�Ԅӈ��С�����˕r�����H�\�С����o�ɫ���@��ϵ�yĬ�J���ڳ����B�m�\��ģʽ�µġ����H�\�С���B
�ˠ�B��ͨ�^�������������ߡ������O�á��^��IO�O�á��ж��x���ⲿݔ�뾀�����ӡ����I���t��������Ĭ�J���һ���x��ij����ļ��_ʼ�\�У�������ͣ�����I�t���ԕ�ͣ�\���^���еij�����Ҫ�^�m���Е�ͣ�^�ij����ļ����t�ٴ��c�������ӡ����I,��Ҫ�˳�����߀�����ڡ��Ԅӈ��С����棬�t�����Kֹ�����I����Ҫֱ���˳��������棬����ڳ���ͣ�������ߡ��Kֹ���ėl���£��ſ������˳������I�˻ص������棬��t���˳������I�oЧ��
���Ԅӈ��С������£�����Ȍ������IF2�M�롰���\�С���B
�˕r�����������\�С����I�ɫ�鷴�@��ϵ�y�M���B�m�\��ģʽ�µĿ��\�Р�B
ԓ��B�¿�ͬ��ͨ�^�����������ߡ������O�á��^��IO�O�á��ж��x���ⲿݔ�뾀�ġ����ӡ��͡���ͣ���������M�п��\�в������˕r���������������\�У������ⲿ�]���κ΄����������ڙz�������H�\��ǰ��ģ�M�z
1.3�����
�ڡ����H�\�С����\�С���B�£����x�β��\�С�ģʽ���tϵ�yĬ�J�dz����B�m�\��ģʽ�����β��\�С����I�ɫ�����@��������Ȍ������IF3���β�ģʽ�������I���@���ڌ��H�\�л���\�Р�B�£�����֞�β�ģʽ�\�У�ÿһ��������\���ɿ���������ϵġ����ӡ����ߡ������O�á��^��IO�O�á��ж��x���ⲿݔ�뾀�����ӡ������ƣ���һ�£���ǰ�ļ�����һ�г����ٴΰ�һ�£��t�^�m������һ�г���
1.4�Kֹ����
�ڳ���ͣ���\�е��^���У�ͨ�^���˰��I������ֹͣ������ԓ�Ԅӈ̽��������������һ�С�
���������£�����Ȍ������IF2�M�롰�քӲ���������
�˕rĬ�J�顰�քӵ��١������ٶȅ����ڡ������O�á��еġ��ٶȅ������^�O�ã���̶�ģʽ.(���ʰ��o��Ч)
ͨ�^����������ϵİ��I����������������������������-�� ��.�������ⲿIO�O�õķ����I�ɿ���늙C�M�������D���ơ�
�ڡ��քӲ����������£�����Ȍ������IF1�M�롰�քӸ��١����˕r���քӸ��١����I�ɫ���@�������քӸ��٠�B�����ٶȅ����ڡ������O�á��^���ٶȅ��������O�ã���̶�ģʽ (���ʰ��o��Ч)��
ͨ�^����������ϵİ��I����������������������������-�� ��.�������ⲿIO�O�õİ��I�ɿ���늙C�M�������D��
2.2�c�Ӳ���
�ڡ��քӲ����������£�����Ȍ������IF2�M�롰�c�Ӳ��������˕r���c�Ӳ��������I�ɫ���@�������c�Ӳ�����B�����c�����������ڡ������O�á��^�ġ����ƅ��������O�ã���̶�ģʽ��
ͨ�^����������ϵİ��I����������������������������-�� ��.�������ⲿIO�O�õİ��I�ɿ���늙C�M���O�������ӵ�λ���������D�\�ӡ�
2.3�س�����
�ڡ��քӲ����������£�����Ȍ������IF3�M�롰�س����㡱���˕r���س����㡱���I�ɫ���@�����֡��س����㡱��B�����ٶȅ����ڡ������O�á��еġ��ٶȅ������^�O�ã���ϵ�y���ٵĺϳ��ٶȣ�����ֱ�����a��ͬ�r��ͬ�rͣ����ʽ�ص������������c���˕r�H��ͣ��Ч�����������c���I�ɫ���@��������B��
���քӲ��������£�����Ȍ������IF4�M�롰�ؙCе�㡱���˕r���ؙCе�㡱���I�ɫ���@�����֡��ؙCе�㡱��B����ؙCе��(�����c)�ġ�������١��������/���١��ٶȅ����ڡ������O�á��еġ��ٶȅ������^�O�ã���̶�ģʽ(���ʰ��o��Ч)��
ͨ�^����������ϵİ��I����������������������������-�� ��.�������ⲿIO�O�õķ����I�ɿ���늙C�M�І�һ����ĻؙCе�㣨�Cе�����c��������δ�����ꡰ�ؙCе�㡱��ǰ���H����ͣ�����I��Ч��
�ؙCе����һ�M�τ�����ǰ����Ҫ���O��һ�M���c�_�P���Cе�����_�P���ɣ������Oԓ�_�P�dz��_��B
1��.���ԡ�������١��������İ��I�������ָ��ָ���ķ����\�ӣ�ֱ������ԓ�S�����c�_�P���_�P���_����B׃���]��
2��.�������c�_�P���ٶ�Ѹ�ٽ�������������١��\�У�ֱ�����^�_�P���_�P���]��׃���_��
3��.�_�P׃���_����ԓ�S���Ԅ��^�m�ԡ�������١������\�У�ֱ���ٴΉ����_�P���_�P���_���ڶ���׃���]�Ϻ�˲�gֹͣ���ؙCе�������ɣ�����������ԓ�S���˸�׃��ԓ�S�����c��ֵ����ԓ�S�����c��ֵ�ڡ������O������B�еġ����ƅ������^�O��
ע���ˈD���ԙC������λ�_�P������Ҳ���ù���_�P�������c�_�P��ԭ��ͨ�á�
���������£�����Ȍ������IF3�M�롰������������˽����¿Ɍ������M�о����x�롢�h��������
�ڡ�����������£�����Ȍ������IF1�M�롰���������˽����¿Ɍ����x���ļ����P�Cǰ���һ�δ��_���ļ��M���Ļ����ؽ���
3.1.1ָ���Ϸ����ڮ�ǰ��̖�ȣ�ͨ�^�˰��I�����Ԍ����������пɿ��Ƽ����õġ�ָ�����Q�����Ϸ�퓡�
�������� n001 ֱ���\�� �ļ���1144 ��һ�Ρ�ָ���Ϸ����t׃�� n001****�\�� �ļ���1144
����n001�Ѓȣ���ԭ�еġ�ֱ���\�ӡ�ָ���Ğ顰****�\�ӡ�ָ���ָ���ͬ���@�F��
3.1.2ָ���·����ڮ�ǰ��̖�ȣ�ͨ�^�˰��I�����Ԍ����������пɿ��Ƽ����õġ�ָ�����Q�����·�퓡�
�������� n001 ֱ���\�� �ļ���1144 ��һ�Ρ�ָ���·����t׃�� n001 �cλ�\�� �ļ���1144
����n001�Ѓȣ���ԭ�еġ�ֱ���\�ӡ�ָ���Ğ顰�cλ�\�ӡ�ָ���ָ���ͬ���@�F��
3.1.3����һ�����ڮ�ǰ��̖�ȣ�ͨ�^�˰��I�����Ԍ�ԭ���Ѓȵ����Є���ָ��ȫ���Ԅ������Ƅ�һ�У��ڮ�ǰ�в������µ�һ��Ĭ�J�ġ��Y����ָ��
�������� n001 ֱ���\�� �ļ���1144 ��һ�Ρ�����һ�С��tԓ��׃��n001 �Y�� �ļ���1144��
����퓣�n002 ֱ���\�� �ļ���1144����ǰ����ָ�����ȫ���Ԅ������Ƅ�һ�У�
3.1.4�h��һ�����ڮ�ǰ��̖�ȣ�ͨ�^�˰��I�����Ԍ���ǰԓ�ЃȵĄ���ָ��h������ǰ�ļ�����ָ�����ȫ���Ԅ������Ƅ�һ�С�
�������� n001 ֱ���\�� �ļ���1144 n002 ݔ�� �ļ���1144 ��һ�Ρ��h��һ�С��tԓ��׃��n001 ݔ�� �ļ���1144��ԭ��n001��ָ��h����
�ij���
����������B�£��ɸ����Ѵ��_�ļ���ͨ�^��������塰��퓡�����퓡����I�ҵ���Ҫ�ĵ���̖����ͨ�^�����������桱F1����F2�������ġ�ָ���Ϸ�����ָ���·����ҵ�����Ҫ��ָ�Ȼ��ͨ�^�������������������������I���Ƅӹ�ˣ��Ĺ������λ�õą��������ꮔǰ�У����^�m�ģ��t�ٴ�ͨ�^����퓡�����퓡����I�ҵ���Ҫ�ĵ���̖��ͨ�^���������ij����������ģ��ɰ����˳�����������������������桰����������������������ʾ�����ļ���
�½�����
������B�£�Ҳ�ɰ�ס��������塰F���I����犣���������ԭ�д��_���ļ������½���һ���µ��ļ����˕r����ǰ�О�n001��ָ��顰�Y�������ļ���δ���x��
�ڡ�����������£�����Ȍ������IF2�M�롰�����x�롱���˽����¿Ɍ��ѱ����ļ��M���x�롣
ͨ�^�������������������������Ƅӹ���x���ѱ�����ļ�����������ʾ�����_�J���I�����x����ļ��M���x�룬�x����Ԅ��M�С����������棬����������ԓ�ļ��M�в�����
�ڡ�����������£�����Ȍ������IF3�M�롰����h�������˽����¿Ɍ��ѱ����ļ��M�Єh����
ͨ�^�������������������������Ƅӹ���x���ѱ�����ļ�����������ʾ�����_�J���I�����x����ļ��M�Єh����
������������£�����Ȍ������IF4�M�롰���桱���˽����¿Ɍ��Ѿ��ļ��M�б�������档
ͨ�^�����I0-9ݔ���ļ�������������ʾ�����_�J���I�����x����ļ��M�б�������档
�������£�����Ȍ������IF4�M�롰�����O�á����˽����¿Ɍ������������M�о��ġ�
ϵ�y�������Ɍ����ƅ������ٶȅ����M�о����ġ�
ϵ�y�ԙz���Ɍ����Hݔ�롢�O��ݔ�롢���Hݔ��������ݔ���M�Р�B�z�y��
IO�O�����Ɍ��ⲿݔ�뼰ݔ�����M�ж��x���ģ�Ҳ�ɻ֏͏Sֵ��
�Ñ����������Ѕ�����Ҫ�����ģ�����M���Ñ�����������Ч��ݔ���ܴa��ꑡ�
4.1ϵ�y����
�������O�á�����£�����Ȍ������IF1���M�롰ϵ�y�������˽����¿Ɍ����S�����c������X݆�����ٕr�g���c�����������S�g϶�����S�ĺܶ��ٶȅ����M�о��ġ�
4.1.1���ƅ���
�M�롰ϵ�y������Ĭ�J�顰���ƅ����������ڡ�ϵ�y����������£�����Ȍ������IF1���M�롰���ƅ�����
ͨ�^��������尴�I����������������퓡�����퓡��Ƅӹ�ˣ��ҵ���Ҫ�ĵą������M�о��ģ�Ȼ��ͨ�^����Ȍ������I��F4�����������桱����ͨ�^��ʾ����������尴�I���_�J���I�������ĵĔ����M�б��档
4.1.2�ٶȅ���
�ڡ�ϵ�y����������£�����Ȍ������IF2���M�롰�ٶȅ��������˽����¿Ɍ����S****�١������ٶȡ��քӸ��١��քӵ��١��cλ�ٶȡ�������١���������M�о��ġ�
ͨ�^��������尴�I����������������퓡�����퓡��Ƅӹ�ˣ��ҵ���Ҫ�ĵą������M�о��ģ�Ȼ��ͨ�^����Ȍ������I��F4�����������桱����ͨ�^��ʾ����������尴�I���_�J���I�������ĵĔ����M�б��档
4.1.3���Sֵ
�ڡ�ϵ�y����������£�����Ȍ������IF3���M�롰���Sֵ�����˽����¿Ɍ����Ѕ����֏��������Sֵ��������������ʾ������������尴�I���_�J�����_��Ҫ�֏�ݔ��ֵ��
���Hݔ��:ͨ�^�ⲿ����ݔ����_�P��ͨ���yԇ����z�yݔ����Ƿ�������һһ������
�O��ݔ��:ͨ�^�ⲿݔ����_�P��ͨ���yԇ����z��O����ݔ��ڹ����Ƿ��������ʴ_������
���Hݔ��:ͨ�^�������քӲ�����z�ݔ�����^�����ͨ�࣬��z�yݔ�����Ƿ�������һһ������
�O��ݔ��:ͨ�^�������քӲ�����z��O����ݔ�����^�����ͨ�࣬��z�ݔ�����Ƿ��������ʴ_������
4.2.1���Hݔ��
�ڡ�ϵ�y�ԙz�������£�����Ȍ������IF1���M�롰ϵ�y�ԙz��������������Ĭ�J�顰���Hݔ��
ϵ�҂�
�Ԓ��18801063276����������
QQ��928221169
�Ԍ���http://zgbjdj.com/news2.asp?id=9440 |